|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|||
|
Дефект. 8. Износ отверстий во фланце коленчатого вала под болты крепления маховика или срыв резьбы у ЯАЗ-204. |
||||||
|
1 |
Развернуть во фланце вала через кондуктор отверстие ремонтного размера под болт крепления маховика, вставить оправку в развёрнутое отверстие и во втулку кондуктора и развернуть остальные три отверстия У ЯАЗ-204: рассверлить через кондуктор отверстия под болты
крепления маховика до Ø 14,3 мм на длине 52 мм, рассверлить до Ø 17,0 мм на глубину 10 мм. Снять фаску |
Слесарный верстак, радиально-сверлильный станок типа 2А55. Приспособление для коленчатого вала, кондуктор для развёртывания, кондуктор для рассверливания |
Направляющая оправка, ручная развёртка, быстросменный патрон, переходная втулка, сверло Ø 14,3 мм, сверло Ø 17,0 мм, зенковка Ø 20× |
|||
|
Дефект. 9. Износ отверстия под подшипник направляющего конца ведущего вала коробки передач. |
|||||
|
1 2 3 |
Установить коленчатый вал шейкой под шкив в патрон станка и фланцем в люнет, выверить и закрепить. Расточить изношенное гнездо подшипника под гильзование на всю глубину гнезда Смазать жидким стеклом или суриком и запрессовать в расточенное отверстие ремонтную втулку ДР под подшипник до упора Накернить и просверлить на стыке гильзы и стенки вала отверстие Ø 3,0 мм на глубину 10 мм. Забить в просверленное отверстие стопор заподлицо с поверхностью торца и зачеканить |
Электротельфер грузоподъёмностью 0,25 т, токарный станок типа 1К62, трёхкулачковый патрон, люнет Гидравлический пресс ГАРО типа 208 (20 т) Подставка для вала, электродрель |
Подвеска. Расточный упорный резец 20×20 с пластинкой твёрдого сплава Т15К6. Гладкая пробка, штангенциркуль 150 мм, точность 0,1 мм с глубиномером Оправка для запрессовки, банка с жидким стеклом или суриком, кисть Кернер 3 мм, молоток 400 г, сверлильный патрон, сверло Ø 3,0 мм, бородок. Штангенциркуль 150 мм, точность 0,1 мм с глубиномером |
||
|
4 |
Расточить отверстие под подшипник в запрессованной втулке
в номинальный размер на всей длине втулки. У М-21 снять фаску |
Электротельфер грузоподъёмностью 0,25 т, токарный станок типа 1К62, люнет |
Подвеска, расточный упорный резец 20×20 с пластинкой твёрдого сплава Т15К6. Гладкая пробка, штангенциркуль 150 мм с глубиномером |
После окончательной обработки поверхность гнезда подшипника должна быть концентрична шейке заднего коренного подшипника. Отклонение в пределах общих показаний индикатора должно быть не более 0,06 мм у ЗИЛ-164 и 0,05 у ГАЗ-51
|
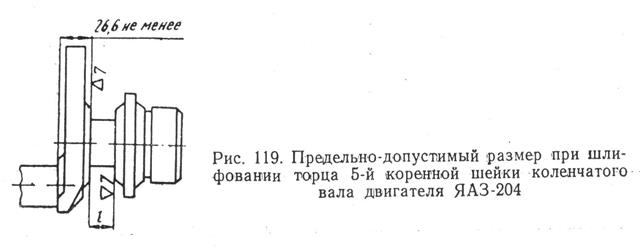
Дефект. 10. Биение привалочной плоскости фланца коленчатого вала более допустимого. |
|||||
|
1 |
Установить вал в центры и люнет, выверить биение торца фланца по крайним его точкам и подрезать торец фланца до устранения биения |
Электротельфер грузоподъёмностью 0,25 т, токарный станок типа 1К62, центры, хомутик, люнет |
Подвеска, подрезной резец с пластинкой твёрдого сплава Т15К6. Штангенциркуль 150 мм, точность 0,05 мм или предельные скобы по размеру толщины фланца вала |
||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.