Возможны два варианта проведения
эксперимента. В первом варианте назначается число этапов испытаний изделия ν,
разделенных доработками. Назначаются значения ПН АО за выстрел на каждом этапе
с помощью датчика случайных чисел P1, P2, …
Pν и числа выстрелов на каждом этапе n1, n2,
… nν. Используя введенные величины, рассчитываются числа
отказов на каждом этапе m1, m2, … mν.
Таким образом могут быть получены реализации процесса отработки АО. Второй
вариант машинного эксперимента связан с построением более полной реализации
процесса отработки. Эксперимент проводится при допущениях: известно число типов
отказов изделия K и число испытаний N. Отказы,
вызванные различными причинами, являются несовместными событиями. При испытании
может произойти отказ с вероятностью ![]() ;
; ![]() ;
; ![]() , где
, где ![]() — событие, означающее, что во время n-го испытания
произошёл отказ;
— событие, означающее, что во время n-го испытания
произошёл отказ; ![]() — вероятность события
— вероятность события ![]() . При исходе испытания, зафиксированном как
отказ, проводится доработка с вероятностью
. При исходе испытания, зафиксированном как
отказ, проводится доработка с вероятностью ![]() , где
, где ![]() — событие, состоящее в том, что после n-го испытания
была проведена доработка;
— событие, состоящее в том, что после n-го испытания
была проведена доработка; ![]() — вероятность
проведения доработки после отказа на i-м этапе. После успешного испытания может
быть проведена доработка с вероятностью
— вероятность
проведения доработки после отказа на i-м этапе. После успешного испытания может
быть проведена доработка с вероятностью ![]() , где
, где ![]() — событие, соответствующее успеху на n-м испытании.
— событие, соответствующее успеху на n-м испытании.
В соответствии с принятыми допущениями машинный эксперимент состоит в том, что с помощью генераторов случайных чисел для каждого испытания моделируются события A, B, C (испытания разделены событиями A или B, этапы разделены событиями C). Алгоритм машинного формирования данных процесса отработки АО приведен на рис. 3.3.
В качестве исходных данных для формирования процесса отработки должны быть заданы следующие величины:
1. ![]() ,
, ![]() —
минимальное и максимальное значения числа причин отказов (число причин отказов
выбирается случайным образом из отрезка
—
минимальное и максимальное значения числа причин отказов (число причин отказов
выбирается случайным образом из отрезка ![]() );
);
2. ![]() ,
, ![]() —
минимальное и максимальное значения числа испытаний (число испытаний выбирается
случайным образом из отрезка
—
минимальное и максимальное значения числа испытаний (число испытаний выбирается
случайным образом из отрезка ![]() );
);
3. ![]() ,
, ![]() —
минимальное и максимальное значения вероятности отказа для первого этапа;
—
минимальное и максимальное значения вероятности отказа для первого этапа;
4. ![]() ,
, ![]() ,
, ![]() ,
, ![]() —
коэффициенты, влияющие на вид зависимости
—
коэффициенты, влияющие на вид зависимости ![]() и
и ![]() от номера серии i;
от номера серии i;
5. ![]() ,
, ![]() ,
, ![]() ,
, ![]() —
минимальные и максимальные значения вероятностей проведения доработки после
отказа и после успешного испытания;
—
минимальные и максимальные значения вероятностей проведения доработки после
отказа и после успешного испытания;
6. ![]() ,
, ![]() —
минимальное и максимальное значения вероятности устранения причины отказа;
—
минимальное и максимальное значения вероятности устранения причины отказа;
7. c — коэффициент, влияющий на число устраненных причин отказов.
Значения ![]() ,
, ![]() и
и ![]() определяются
для каждой серии случайным образом из заданных отрезков
определяются
для каждой серии случайным образом из заданных отрезков ![]() ,
,
![]() ,
, ![]() .
.
Значение ![]() определяется
для каждой серии случайным образом из отрезка
определяется
для каждой серии случайным образом из отрезка ![]() . Для
получения различных типов траекторий отработки используются следующие виды
зависимостей
. Для
получения различных типов траекторий отработки используются следующие виды
зависимостей ![]() и
и ![]() от i:
от i:
1. ![]() ,
, ![]() (таблица 3.1. и рис. 3.4);
(таблица 3.1. и рис. 3.4);
2. ![]() ,
, ![]() (таблица
3.2 и рис. 3.5).
(таблица
3.2 и рис. 3.5).
3. ![]() ,
, ![]() (таблица
3.3 и рис. 3.6).
(таблица
3.3 и рис. 3.6).
4. ![]() ,
, ![]()
![]() (таблица 3.4 и рис. 3.7).
(таблица 3.4 и рис. 3.7).
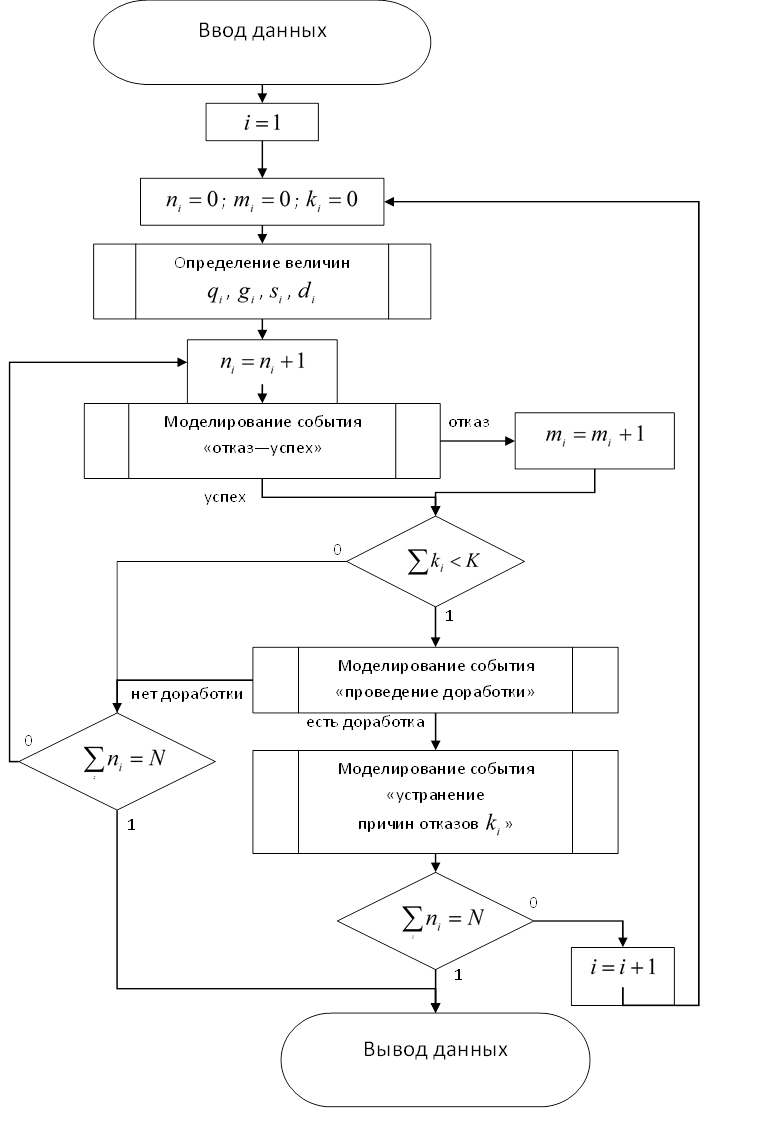 Рис. 3.3. Алгоритм машинного формирования данных процесса отработки.
Рис. 3.3. Алгоритм машинного формирования данных процесса отработки.
Таблица 3.1. Данные моделирования траекторий отработки тип 1.
|
i |
m |
Σm |
n |
Σn |
k |
Σk |
q |
λ |
qmin |
qmax |
|
1 |
13 |
13 |
240 |
240 |
1 |
1 |
0,0652 |
0,0542 |
0,01 |
0,1 |
|
2 |
1 |
14 |
28 |
268 |
1 |
2 |
0,0523 |
0,0357 |
0,01 |
0,1 |
|
3 |
36 |
50 |
485 |
753 |
1 |
3 |
0,0644 |
0,0742 |
0,01 |
0,1 |
|
4 |
9 |
59 |
102 |
855 |
1 |
4 |
0,0881 |
0,0882 |
0,01 |
0,1 |
|
5 |
6 |
65 |
159 |
1014 |
1 |
5 |
0,0502 |
0,0377 |
0,01 |
0,1 |
|
6 |
4 |
69 |
66 |
1080 |
1 |
6 |
0,0901 |
0,0606 |
0,01 |
0,1 |
|
7 |
1 |
70 |
126 |
1206 |
1 |
7 |
0,0316 |
0,0079 |
0,01 |
0,1 |
|
8 |
9 |
79 |
120 |
1326 |
1 |
8 |
0,0847 |
0,0750 |
0,01 |
0,1 |
|
9 |
5 |
84 |
42 |
1368 |
1 |
9 |
0,0963 |
0,1190 |
0,01 |
0,1 |
|
10 |
2 |
86 |
27 |
1395 |
1 |
10 |
0,0426 |
0,0741 |
0,01 |
0,1 |
|
11 |
28 |
114 |
605 |
2000 |
0 |
10 |
0,0496 |
0,0463 |
0,01 |
0,1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.