|
i |
m |
Σm |
n |
Σn |
k |
Σk |
q |
λ |
qmin |
qmax |
|
1 |
8 |
8 |
17 |
17 |
1 |
1 |
0,5829 |
0,4706 |
0,05 |
0,7000 |
|
2 |
3 |
11 |
7 |
24 |
1 |
2 |
0,2914 |
0,4286 |
0,05 |
0,5829 |
|
3 |
67 |
78 |
233 |
257 |
1 |
3 |
0,2589 |
0,2876 |
0,05 |
0,2914 |
|
4 |
2 |
80 |
28 |
285 |
1 |
4 |
0,1482 |
0,0714 |
0,05 |
0,2589 |
|
5 |
61 |
141 |
485 |
770 |
1 |
5 |
0,1094 |
0,1258 |
0,05 |
0,1482 |
|
6 |
10 |
151 |
102 |
872 |
1 |
6 |
0,1015 |
0,0980 |
0,05 |
0,1094 |
|
7 |
9 |
160 |
159 |
1031 |
1 |
7 |
0,0730 |
0,0566 |
0,05 |
0,1015 |
|
8 |
4 |
164 |
66 |
1097 |
1 |
8 |
0,0705 |
0,0606 |
0,05 |
0,0730 |
|
9 |
4 |
168 |
126 |
1223 |
1 |
9 |
0,0549 |
0,0317 |
0,05 |
0,0705 |
|
10 |
9 |
177 |
203 |
1426 |
1 |
10 |
0,0541 |
0,0443 |
0,05 |
0,0549 |
|
11 |
29 |
206 |
574 |
2000 |
0 |
10 |
0,0518 |
0,0505 |
0,05 |
0,0541 |
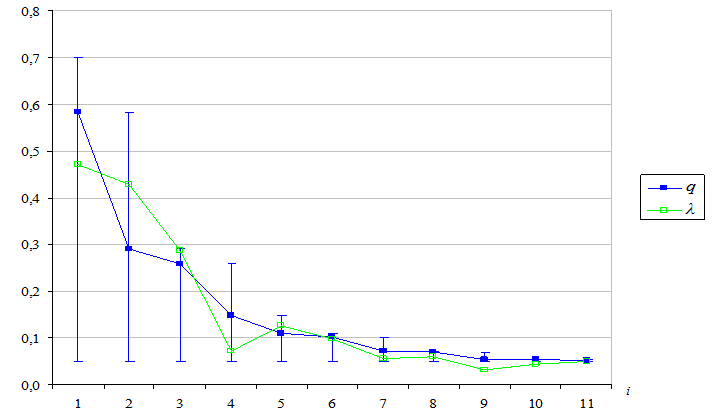
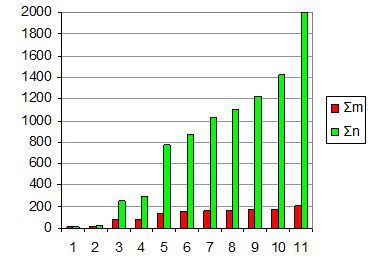
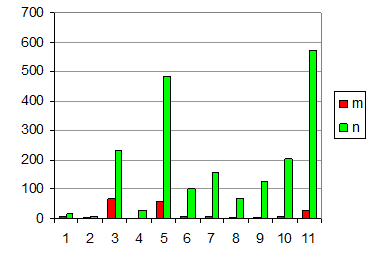
Рис. 3.7. Траектория процесса отработки АО (тип 4).
Машинный эксперимент реализован в среде MAHTCAD.
В
результате проведения каждого машинного эксперимента генерируется одна машинная
реализация процесса отработки, характеризующаяся числом этапов испытаний ![]() , числом испытаний
, числом испытаний ![]()
![]() , числом отказов
, числом отказов ![]() и
числом устраненных причин отказов
и
числом устраненных причин отказов ![]() на каждом этапе.
Адекватность полученных машинных реализаций исходной реализации отработки АО
обуславливается общностью принятых допущений и правдоподобным выбором исходных
данных и подтверждается сопоставимостью вида полученных реализаций и реальных
отработок ТК.
на каждом этапе.
Адекватность полученных машинных реализаций исходной реализации отработки АО
обуславливается общностью принятых допущений и правдоподобным выбором исходных
данных и подтверждается сопоставимостью вида полученных реализаций и реальных
отработок ТК.
Для каждой машинной реализации процесса
отработки АО определяется оценка ПН ![]() с помощью моделей «Б»
(биномиальная классическая), «Р1» (рекуррентная по календарю доработок) и «Р2»
(дифференцированная по типам отказов).
с помощью моделей «Б»
(биномиальная классическая), «Р1» (рекуррентная по календарю доработок) и «Р2»
(дифференцированная по типам отказов).
Для каждой модели для нескольких наборов
исходных данных определяется дисперсия ![]() и
квадратичные риски
и
квадратичные риски ![]() , где
, где ![]() —
смещение оценки ПН от истинного значения,
—
смещение оценки ПН от истинного значения, ![]() —
истинное значение ПН. При этом используются следующие наборы исходных данных:
—
истинное значение ПН. При этом используются следующие наборы исходных данных:
- с изменяющейся хаотично в ходе испытаний величиной значения ПН (тип 1);
- с возрастающим характером изменения ПН (тип 2);
- с характером изменения значения ПН, имеющим экстремум в ходе испытаний (тип 3).
Результаты расчетов (рис. 3.8) позволяют определить для каждого типа траекторий отработки наиболее эффективные модели оценки надежности:
- для траектории отработки тип 1 — «Б»;
- для траектории отработки тип 2 — «Р1», «Р2»;
- для траектории отработки тип 3 — «Р1».
Здесь:
- «Б» — биномиальная классическая модель,
- «А» — аппроксимационная модель,
- «Р1» — рекуррентная по календарю доработок модель,
- «Р2» —дифференцированная по типам отказов модель.
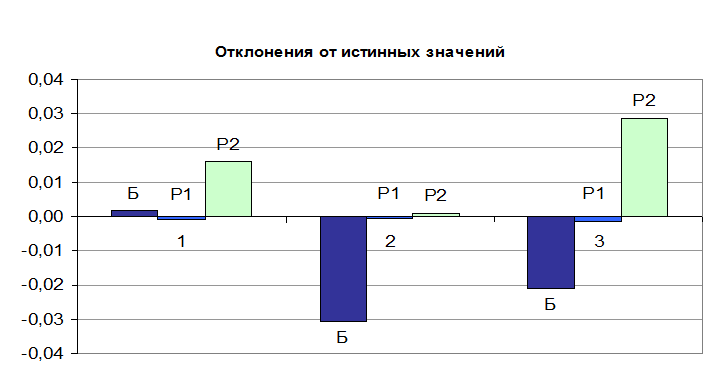
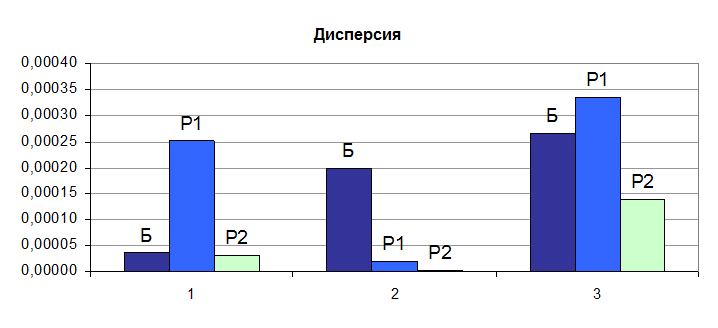
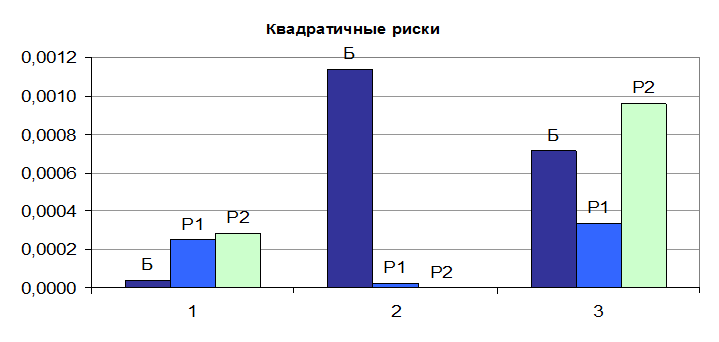
Рис. 3.8. Сравнительный анализ моделей оценки надежности с помощью машинного эксперимента.
Обобщенные рекомендации по выбору модели оценки надежности АО в процессе отработки и испытаний представлены в таблице 3.5.
Таблица 3.5. Выбор модели оценки надежности АО.
|
Однородные данные |
Б |
||||
|
Неоднородные данные |
Прогноз ВБР и планирование объема испытаний |
А |
|||
|
Характер изменения ПН |
1 |
Б |
|||
|
2 |
Достоверность определения причин отказов |
+ |
Р1, Р2 |
||
|
– |
Р1 |
||||
|
3 |
Р1 |
||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.