2. Технологическая часть
2.1 Конструктивно- технологическая характеристика детали.
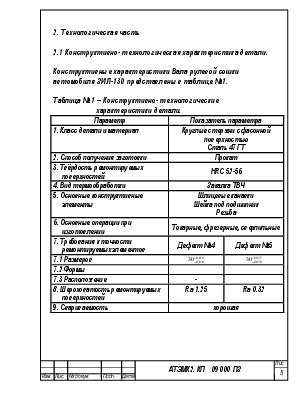
Конструктивные характеристики Вала рулевой сошки автомобиля ЗИЛ-130 представлены в таблице №1.
Таблица №1 – Конструктивно- технологические характеристики детали.
|
Параметр |
Показатель параметра |
|
|
1. Класс детали и материал |
Круглые стержни с фасонной поверхностью Сталь 47 ГТ |
|
|
2. Способ получения заготовки |
Прокат |
|
|
3. Твёрдость ремонтируемых поверхностей |
HRC 52-56 |
|
|
4. Вид термообработки |
Закалка ТВЧ |
|
|
5. Основные конструктивные элементы |
Шлицевые канавки Шейка под подшипник Резьба |
|
|
6. Основные операции при изготовлении |
Токарные, фрезерные, сверлильные |
|
|
7. Требования к точности ремонтируемых элементов |
Дефект №4 |
Дефект №5 |
|
7.1 Размеров |
|
|
|
7.2 Формы |
||
|
7.3 Расположение |
- |
|
|
8. Шероховатость ремонтируемых поверхностей |
Ra 1.25 |
Ra 0.32 |
|
9. Свариваемость |
хорошая |
|
Продолжение таблице №1 – Конструктивно- технологические характеристики детали.
|
Параметр |
Показатель параметра |
|
10. Установочные базы для обработки ремонтируемых поверхностей |
Фаски внутренней цилиндрической поверхности |
|
11. Вес детали |
7,9 кг |
|
12. Стоимость новой детали |
1960 руб |
|
13. Габаритные размеры |
160х85 мм |
2.2 Условия работы
Условия работы это совокупность неблагоприятных факторов способствующих протеканию вредных процессов и образованию дефектов.
Условия работы скользящей вилки представлены в таблице №2.
Таблица №2 – Условия работы детали
|
Конструктивный элемент |
Род и вид трения |
Характер нагрузки |
Агрессивность среды |
|
Отверстие под подшипник |
Граничное, сухое |
динамический |
Атмосферная |
|
Шейка под подшипник и сальник |
скольжение |
динамический |
атмосферная |
2.3 Технические условия на дефектацию и анализ дефекта детали.
2.3.1 Технические условия на дефектацию.
Таблица №3 – Технические условия.
|
Деталь: Вал сошки рулевого механизма |
|||||||
|
№ детали: 24-2201047 |
|||||||
|
Материал Вал сошки - Сталь 30Х ГОСТ 4543-71 |
|||||||
|
Твёрдость: Направляющая поверхность HRC52-56 |
|||||||
|
№ позиции на эскизе |
Возможный дефект |
Способ устранения дефекта и контрольный инструмент |
Размер, мм |
Заключение |
|||
|
По рабочему чертежу |
Допустимый без ремонта |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
1 |
Обломы или трещины |
Осмотр |
- |
- |
Браковать |
||
|
2 |
Износ шлицевых канавок по ширине |
Калибр 22,80 мм проволока |
Размер по d проволоки |
28,80 мм |
Браковать при размере d более 22,80 мм |
||
|
3 |
Износ поверхностей под подшипник |
Пробка не проходная 30,00 мм |
|
30,00 мм |
Наплавить |
||
|
4 |
Ослабление посадки или нарушение герметичности заглушки |
Осмотр |
- |
- |
Заменить |
||
Технические требования.
1. Не перпендикулярность поверхностей Б относительно оси отверстий Г не более 1мм
2. Радиальное биение поверхности В при установке по шлицам не более 0,15мм
3. Овальность и конусообразность поверхности Г не более 0,15 мм
ГОСТ 2789-73
2.3.2 Анализ дефекта детали.
Анализ дефекта вала рулевой сошки отображаем в таблице №4.
Таблица №4 – Анализ дефекта.
|
Наименование и обозначение дефекта |
Вид, характер, величина износа |
Причины возникновения |
Рекомендации ТУ по устранению дефекта |
|
Дефект №4 Износ шлицов |
Механический Величина износа 0,04 мм |
Действия сил трения |
Наплавить |
|
Дефект №5 Резьба |
Трение скольжения, жидкостное |
Переменная |
Влияние атмосферы |
2.4 Выбор и обоснования способа ремонта.
Выбор и обоснование способа ремонта основаны на применении по отношению к подлежащей восстановлению детали четырёх критериев.
2.4.1 Критерии применимости.
По критерию применимости устанавливают принципиальную возможность применения способов ремонта в зависимости от формы детали и свойств поверхностей.
Анализ по критерию применимости сводиться в таблицу №5.
Таблица №5- Типовая технология по ремонту класса полые стержни.
|
№ п/п |
Наименование и содержание операции. |
Оборудование. |
Дефект №4 |
Дефект №5 |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Слесарная. Удаление болтов и шпилек |
Электродрель, Сверлильный станок |
- |
- |
|
2 |
Слесарная. Подготовка трещин и поверхности с повреждённой резьбой к заварке |
Электродрель, Шлифовательная машинка |
- |
- |
|
3 |
Сварочная. Заварка трещин и отверстий |
Сварочное оборудование |
+ |
- |
Продолжение таблицы №5 – Типовая технология по ремонту класса полые стержни.
|
4 |
Слесарная. Обработка шва после сварки и заваренных отверстий |
Электродрель, шлифовочная машинка |
+ |
- |
|
5 |
Слесарная Рассверливание отверстий для установки ввёртышей и нарезание резьбы |
Электродрель, вертикально- сверлильный станок |
- |
+ |
|
6 |
Сверлильная. Установка ввёртышей и нарезание резьбы. |
Сверлильный станок |
- |
+ |
|
7 |
Станочная. Подготовка внутренней и наружней поверхности к гальваническому наращиванию. |
Токарный и шлифовочный станки |
+ |
|
|
8 |
Прессовая. Запрессовка |
Пресс гидравлический |
- |
- |
|
9 |
Гальваническая. Нанесение гальванического покрытия на подготовленную поверхность |
Установка для нанесения гальванического покрытия |
+ |
- |
|
10 |
Шлифовальная. Предварительная и окончательная обработка гальвано покрытий |
Шлифовальный станок |
+ |
- |
Таблица №6 - Выбор способа ремонта.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.