Преобразующий элемент П (эжекторный преобразователь) осуществляет преобразование воздействия (сигнала), полученного от элемента сравнения, из одного вида энергии в другой, определяет величину и характер управляющего воздействия и передает его на измерительный Из и исполнительный И элементы. Измерительным элементом – самостоятельное измерительное устройство1(рис 3.1).А исполнительным - .
Измерительный элемент воспринимает преобразованные воздействия контролируемого объекта и фиксирует числовые значения изменений контролируемой величины на показывающем отсчетном устройстве.
Исполнительный элемент воздействует на рабочие органы управляемого объекта, осуществляя конечное преобразование энергии, получаемой от преобразующего элемента. Исполнительный элемент передает информацию (воздействует) на рабочий орган станка РОС, которым в нашем приборе является шлифовальный круг.
Автоматические средства пассивного контроля выполняют задачу автоматического контроля. Они подразделяются на контрольные автоматы, осуществляющие после ряда вспомогательных операций автоматический контроль и сортировку изделий на годные и брак, и контрольно-сортировочные автоматы, выполняющие кроме указанных функций сортировку годных изделий на две и более группы. Функциональная блок-схема контрольных и контрольно-сортировочных автоматов имеет разомкнутую цепь "воздействий от контролируемого объекта (рис. 2.1, а) без обратной связи. Системы активного автоматического контроля в процессе обработки выполняют задачу управления процессом. Контролируется размер обрабатываемой детали и в зависимости от его значения путем передачи воздействий от исполнительного элемента на рабочий орган станка переключаются режимы и прекращается обработка. Функциональная блок-схема системы активного контроля в процессе обработки также имеет разомкнутую цепь воздействий (рис. 2.1, б), так как функции регулирования размера выполняются наладчиком. Рабочий орган станка РОС работает на основе внешних воздействий от программного устройства Пр.
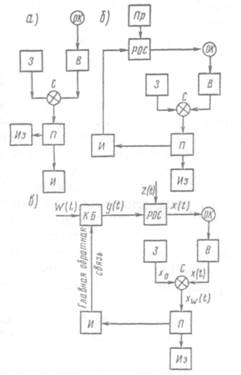 |
Рис. 2.1. Функциональные блок-схемы автоматических систем
Система активного контроля с автоматической подналадкой станка выполняет задачу регулирования процесса. Контролируется размер обработанной детали и в зависимости от его значения, при необходимости, путем передачи воздействий от исполнительного элемента на корректирующий блок КБ осуществляется подналадка станка. Функциональная блок-схема такой системы имеет замкнутую цепь воздействий с обратной связью и является схемой простой системы автоматического регулирования по отклонению размера (рис. 2.1, в).
Выходная (регулируемая) величина х (t) воздействует на воспринимающий элемент В, который передает ее на элемент сравнения С, где она сравнивается с заданной величиной х0 и определяется величина отклонения xw(t). Последняя - через преобразователь П и исполнительный элемент И передается на вход процесса, где в корректирующем блоке КБ производится сложение или вычитание величины W (f), заданной программой на входе, с величиной отклонения хц(t). Регулирующая величина y(t) (подналадочный импульс) подается на рабочий орган станка, на который действуют и возмущающие воздействия z(t).
3. Описание систем активного контроля
Подналадчик предназначен для контроля наружного диаметра штоков амортизаторов и выдачи станку команд «Наладка и «Брак». Измерительное устройство подналадчика устанавливают между ролика отводящего транспортера станка непосредственно на выходе детали из зоны обработки.
Деталь контролируют при ее непрерывном перемещении.
После шлифования она попадает на непрерывные ролики транспортера и далее на ролики измерительной позиции. Привод роликов осуществляется через звездочки от общей цепи транспортера.
Ролики имеют призматическую форму обеспечивающее хорошее базирование деталей в горизонтальной плоскости.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.