1. ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ
В типовой комплект приспособлений для токарных станков с ЧПУ входят трехкулачковые патроны различного типа, торцовые поводковые патроны, передние и задние центры.Их конструкции широко представлены в [3]. Дополнением к комплекту могут быть четырехкулачковые патроны, консольные и центровые оправки, а также специальные приспособления.
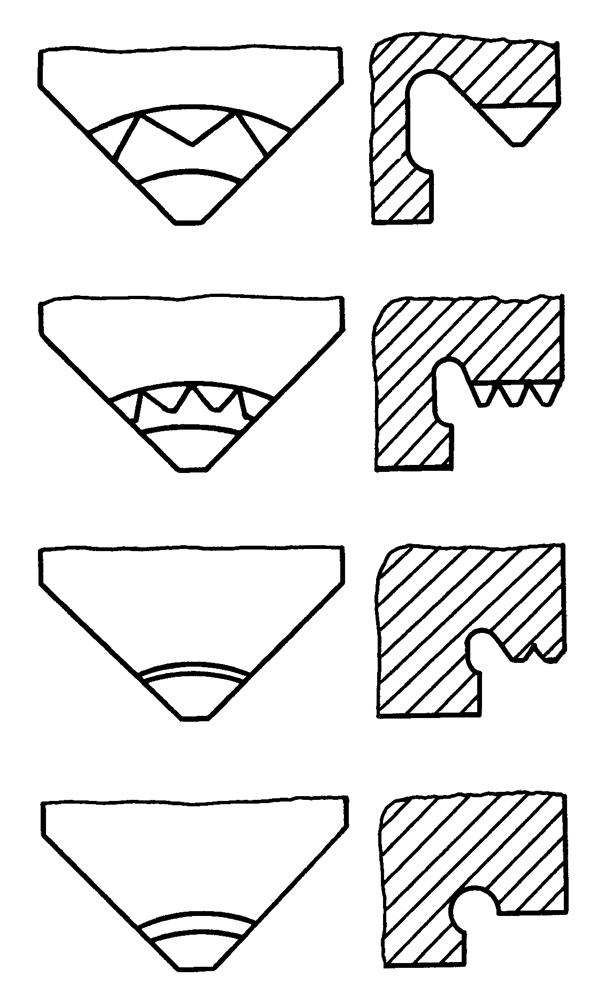
Для установки деталей типа втулок, фланцев, стаканов, коротких валиков часто применяют трехкулачковые самоцентрирующие патроны со сменными кулачками. Профиль зажимной части кулачков зависит от состояния зажимаемой поверхности и характера обработки (рис.1.1). По степени твердости различают закаленные и мягкие (сырые) кулачки. Мягкие кулачки растачивают непосредственно перед обработкой партии заготовок с учетом конкретных размеров базовых поверхностей, что обеспечивает высокую точность установки.
Чаще всего на токарных станках с ЧПУ используют патроны, работающие от механизированного привода. В частности, станок 16К20ФЗ РМ132 оснащается самоцентрирующим трехкулачковым патроном модели 7102-0072-1-2. Конструкция патрона представлена на рис.1.2. В корпусе 7 смонтирован клиновой шток 6, который через винт штока 1 связан с электромеханическим приводом станка. Перемещение клинового штока передается на основные кулачки 2, к которым через сухари 3 крепятся мягкие кулачки 4. Патрон может работать как на зажим, так и на разжим заготовки, обеспечивая максимальное усилие закрепления 7,5 кН. Диапазон наружных диаметров закрепляемых заготовок при работе на зажим составляет:
§ от 20 до 200 мм для прямых кулачков;
§ от 50 до 250 мм для обратных кулачков.
Диапазон внутренних диаметров закрепляемых заготовок при работе на разжим равен:
§ от 70 до 230 мм для прямых кулачков;
§ от 70 до 250 мм для обратных кулачков.
 а б
а б
в г
Рис. 1.1. Профиль зажимной части кулачков:
а – для зажима по необработанной поверхности; б – для черновой
обработки; в – для получистовой и чистовой обработки;
г – предварительно расточенных для чистовой обработки
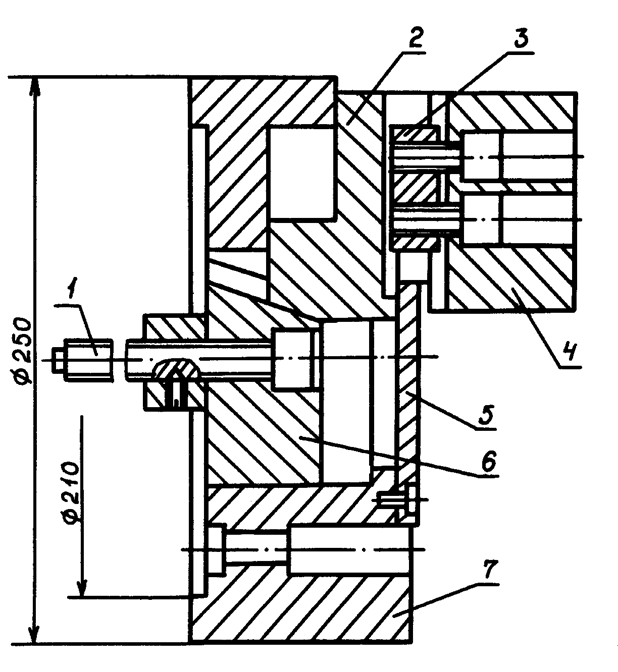
Рис. 1.2. Клиновый патрон с электромеханическим приводом
Кроме патронов с механизированным приводом, станки с ЧПУ могут оснащаться патронами с ручным закреплением. В частности, станок 16К20ФЗ РМ132 комплектуется трехкулачковым самоцентрирующим патроном типа СТ (рис.1.3). В радиальных пазах корпуса 6 движутся кулачки 3. Своими спиральными выступами на подошве кулачки входят в канавки спиральной резьбы диска 5, который приводится во вращение с помощью конической шестерни 9 посредством ключа 8. Патрон устанавливается на фланцевом конце шпинделя с помощью винтов 2 и гаек 1. Патрон оснащен комплектами закаленных прямых кулачков 3, обратных кулачков 4 и реек 7.
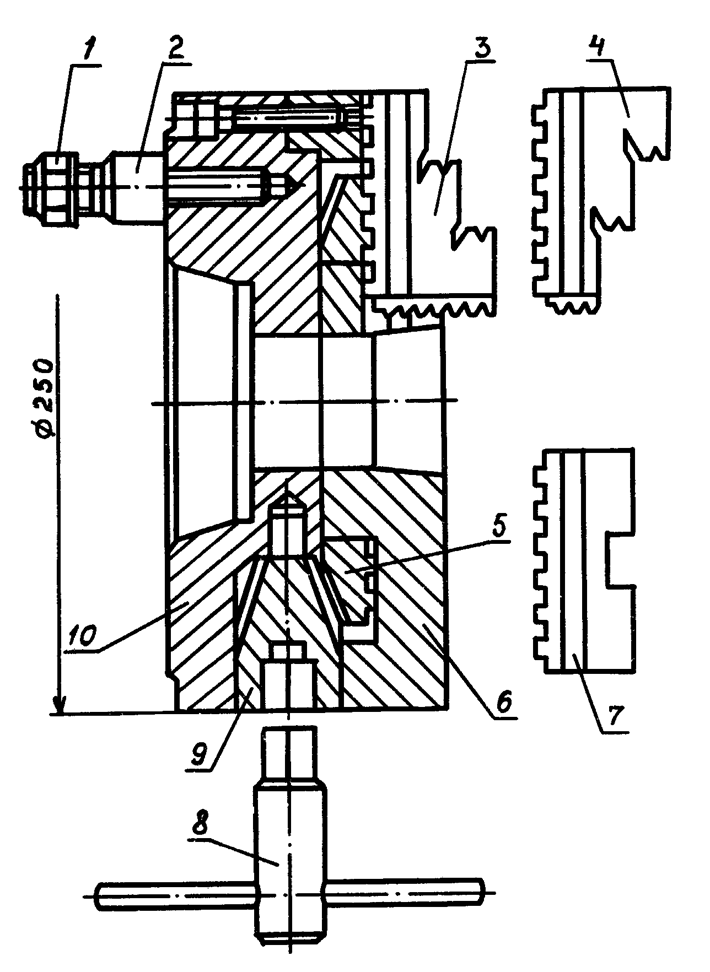
Рис. 1.3. Патрон с ручным закреплением
Для обработки заготовок типа валов на станках с ЧПУ широко применяются торцовые поводковые патроны типа ИЛУЕ 7162, которые изготавливаются в восьми исполнениях в зависимости от диапазона диаметров закрепляемых заготовок (от 20 до 125 мм). Конструкция патрона представлена на рис.1.4.
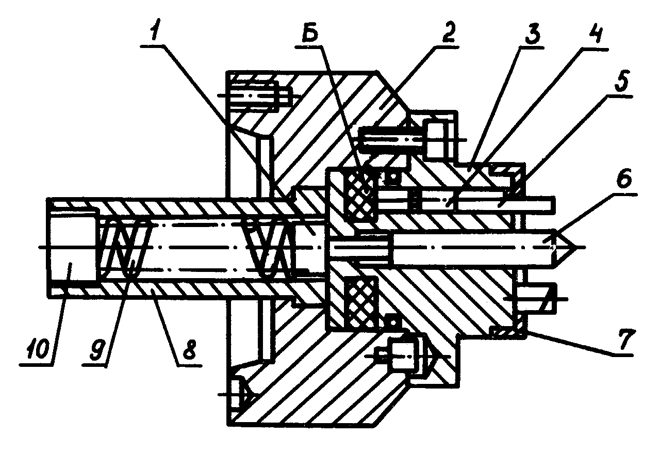
Рис. 1.4. Торцовый поводковый патрон
К корпусу 2 винтами крепится стакан 3, в котором размещены центр 6, поводки 5 и промежуточные плунжеры 4, плавающие в осевом направлении. Поводки 5 связаны общей камерой Б, заполненной гидропластом. Центр 6 толкателем 1 связан с пружиной 9, расположенной во втулке 8. Сжатие пружины создается резьбовой пробкой 10. Закрепляемую заготовку устанавливают центровым отверстием на конус центра 6 и поджимают центром задней бабки. Центр 6 при этом утопает до величины, необходимой для врезания ножей поводков 5 в торец заготовки. Максимальное усилие поджима задней бабкой равно 12 кН. В типовой комплект станка 16К20ФЗ РУ132 входят патроны с диапазонами диаметров закрепляемых заготовок от 40 до 60 мм и от 60 до 80мм, которые обеспечивают передачу крутящего момента 220 и 290 Н×м соответственно.
Для поджима заготовок со стороны задней бабки чаще всего используют вращающиеся центры. В типовой комплект станка 16К20ФЗ РМ132 входит вращающийся центр модели РКВ 7032-4093, конструкция которого представлена на рис.1.5. В корпусе 3 смонтированы роликовый 2, шариковый упорный 4 и игольчатый 5 подшипники. В подшипниках установлен центр 1. Максимальная частота вращения центра равна 3500 об/мин. Наибольшая допускаемая нагрузка на центр составляет: 3,5 кН в осевом направлении; 2,5 кН в радиальном. При необходимости создания большого усилия поджима (для обеспечения необходимого крутящего момента, передаваемого торцовым патроном) применяют неподвижные упорные центры по ГОСТ 13214-79.
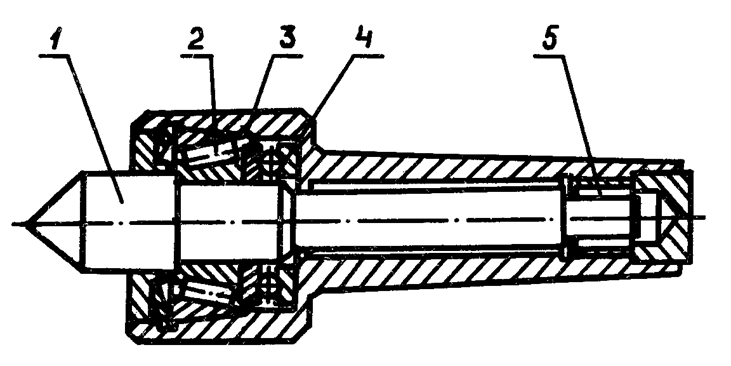
Рис. 1.5. Вращающийся центр
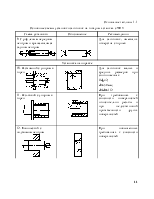
В табл.1.1 представлены типовые схемы установки заготовок на токарных станках с ЧПУ и рекомендации поих применению. При этом могут использоваться универсальные приспособления для токарной обработки, конструкции которых рассмотрены в [2], [4], [7].
Таблица 1.1
Схема установки |
Обозначение |
Рекомендации |
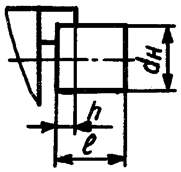
Установка в трехкулачковом патроне с упором в торец |
||
|
|
Для средних и больших заготовок при соотношениях:l/dН»1,5…2; h/l»1/5…1/7. |
|
|
|
То же, при соотношениях: l/dН<1; h/l<1/5; dВ>50 мм; dВ/dН>1/3. |
|
|
|
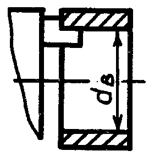
Для заготовок, имеющих в зоне зажима кулачками поверхности, неперпендикулярные оси шпинделя |
|
|
|
Для заготовок в виде прутка |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.



 1. На зажим
1. На зажим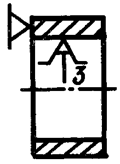
 2. На разжим
2. На разжим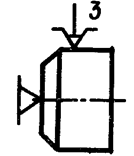
 3. С упором
внутри
3. С упором
внутри
 4. С
подводимым упором
4. С
подводимым упором