Несмотря на быстрое совершенствование станков, управляемых от различных программных систем, в том числе от числовых, использование токарных автоматов с кулачковым управлением остается по-прежнему экономичным, особенно при массовом производстве. Эти станки вследствие их надежности, многообразия технологических возможностей и сравнительно низкой покупной и эксплуатационной стоимости сохранят свое значение и в будущем. Производительность станков-автоматов с кулачковым управлением (особенно при изготовлении небольших деталей) намного больше производительность станков с программным управлением, в том числе с ЧПУ.
На одношпиндельных токарных автоматах обрабатывают главным образом прутковые материалы. Менее часто встречается обработка заготовок, нарезанных из прутка, или предварительно обработанных заготовок. В этих случаях загрузка токарных автоматов производится вручную или с помощью автоматического подающего устройства. Для обработки прутковых материалов диаметром 2…80 мм изготовляются различные по величине токарные автоматы. Проблемы, возникающие при подаче прутка и отрезке обработанных его участков при диаметрах прутков свыше 60 мм, часто обусловливают большую экономичность обработки нарезанных из прутка заготовок. Длина прутков составляет 3…6 м. Отрезки прутков или отдельные заготовки закрепляют в зажимаемых цангах или в гидравлических зажимных патронах. Перед началом рабочего цикла устройство для закрепления материала, устанавливаемое на рабочем шпинделе, раскрыто и пруток специальным устройством подается вперед до упора, установленного перед рабочим шпинделем. После этого устройство для крепления обрабатываемого материала закрывается и инструменты, расположенные перед рабочим шпинделем, обрабатывают заготовку; обработка заканчивается отрезкой обработанной детали.
Движение резания производится рабочим шпинделем, а движения подачи — инструментом. Вокруг рабочего шпинделя устанавливают до пяти поперечных салазок, на которых закрепляют инструменты, предназначенные преимущественно для токарной обработки наружного контура (рис. 5.98). Напротив рабочего шпинделя можно установить револьверные головки различной формы, с инструментами для обработки, главным образом, внутреннего контура. С помощью переключаемой передачи в процессе рабочего цикла могут быть изменены частоты и направление вращения рабочего шпинделя.
Многочисленные дополнительные устройства (рис. 3.33) расширяют технологические возможности станков, так что наряду с токарной обработкой и нарезанием резьбы на нем можно выполнять сверление, фрезерование, строгание, нарезание резьбы гребенкой, фрезерование резьбы, обтачивание на многогранник.
Инструментальные держатели перемещаются от управляемых кулачков, контуры которых определяются формой детали. А все вспомогательные движения, такие, как закрепление материала, переключения положения револьверной головки и т. п., осуществляются от вспомогательного вала управления. Это обеспечивает максимальную быстроту их проведения вне зависимости от длины цикла обработки.
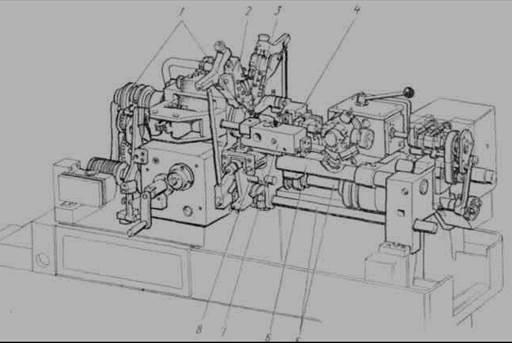
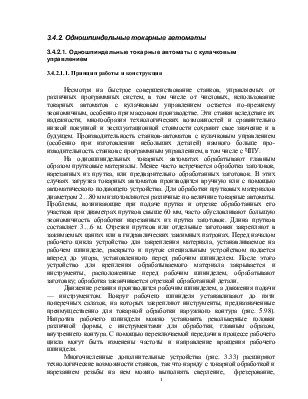
Рис. 3.33 Инструментальное пространство (расположение инструментов) о;ношпиндельного токарного автомата, оснащенного дополнительным устройствали:1 — рабочий шпиндель; 2 — вертикальный передний суппорт S 4; 3 — вертикальный задний суппорт S 3; 4 — заднее устройство продольного точения; 5 — управляющие валы; 6 — цилиндрические направляющие; 7 — переднее устройство продольного точения; 8 — передние поперечные салазки
Небольшая продолжительность переключений и возможность одновременного проведения нескольких рабочих ходов обеспечивают большую производительность токарных автоматов, которую превосходит только производительность многошпиндельных станков.
Шпиндельная коробка с рабочим шпинделем и передачей к валам управления расположена на станине станка (рис. 3.35). Инструментальные держатели смонтированы на цилиндрических направляющих; направление перемещения держателей параллельно оси рабочего шпинделя. Цилиндрические направляющие так же, как валы управления, установлены в опорах, находящихся в шпиндельной коробке и в задней поддерживающей плите. Внутри станины расположены устройства электрического управления, резервуар для охлаждения жидкости, насос, корыто для стружки.
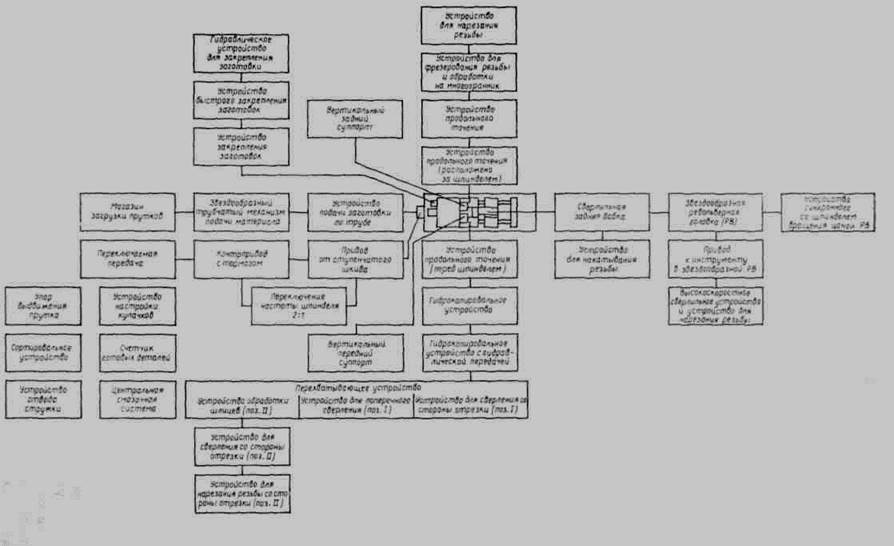
Рис. 3.34. Дополнительные устройства для одношпиндельных токарных автоматов без инструментальных держателей
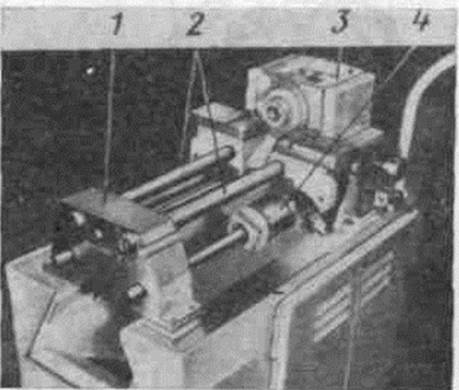
Рис. 3.35. Конструкция одношпиндельных токарных автоматов: 1 — поддерживающая опора; 2— направляющие скалки (колонны); 3 — шпиндельная бабка; 4 — валы управления
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.