В пинолях могут устанавливаться неподвижные или приводимые во вращение инструменты; пиноли последовательно подводятся в рабочие позиции. Для отрезки без оставления сердцевины вместо пиноли на державке можно закрепить синхронное устройство. Шпиндель этого устройства, находясь в рабочем положении, вращается синхронно с рабочим шпинделем.
Для изготовления сложных деталей на месте V устанавливают револьверные салазки с шести- или восьмипозиционной револьверной головкой — это третий вариант исполнения (рис. 3.38).
Существует возможность многократного вывода сверла для удаления стружки при глубоком сверлении. В револьверной головке может быть установлено устройство с собственным приводом (см. табл. 3.5). Кроме обычного сверлильного инструмента в револьверной головке могут быть установлены другие вращающиеся инструменты, например циркулярная пила, рамная пила и т. п. Для точной настройки токарных резцов с точностью до нескольких микрометров положение револьверных салазок может быть скорректировано 2 раза; каждая коррекция может быть проведена в любых двух позициях головки (рис. 3.39). Коррекции положения производятся в направлении, перпендикулярном к оси вращения заготовки, и в расчете на диаметр составляют 0,6 мм. Коррекции можно произвести во время работы станка. Независимо от этого во всех позициях револьверной головки может быть произведена коррекция на величину отвода режущей кромки инструмента от заготовки при быстром обратном ходе револьверных салазок. При этом, с одной стороны, уменьшается штучное время, а с другой — достигаются лучшее качество поверхности и более высокая стойкость инструмента.
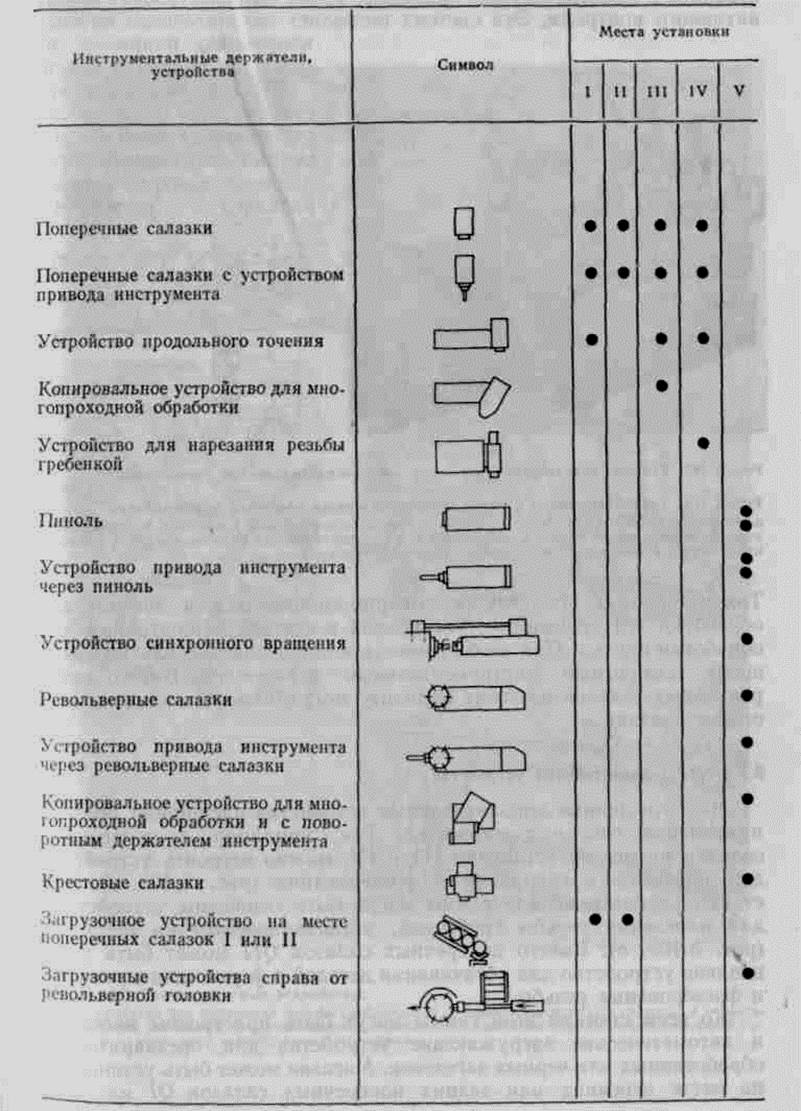
![]() Таблица
3.5.
Таблица
3.5.
Возможные варианты инструментальных носителей
и дополнительных устройств для гаммы токарных автоматов
При наличии устройства коррекции, дополненного измерительной станцией и исполнительным приводом, может быть построена система активного контроля. Эта система позволяет автоматически вносить коррекцию, например, на износ инструмента и т. п. Четвертый вариант станка предусматривает установку на месте револьверных салазок многопроходного токарно-копировального устройства.
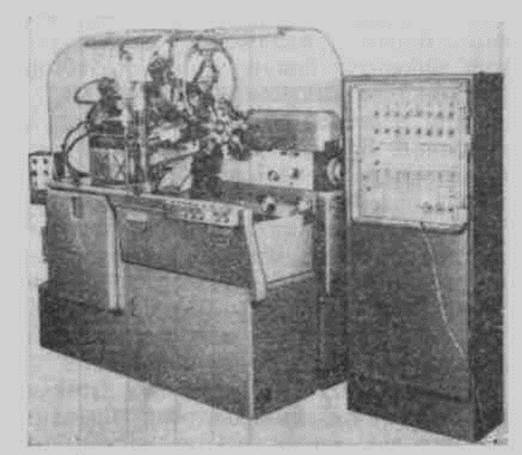
Рис. 3.38. Токарно-револьверный автомат с электрогидравлическим управлением
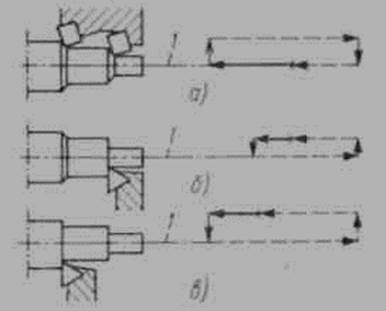
Рис. 3.39. Точная настройка и отвод инструмента перед обратным ходом салазок: а — предварительная обработка, отвод инструмента с коррекцией I или II; б — окончательная обработка первой ступени, коррекция 1; б — окончательная обработка второй ступени, коррекция II; 1 — нулевое положение револьверных салазок
Таким образом, получается токарно-копировальный автомат для обработки тел вращения с установкой в центрах или патроне и для обработки прутка. При необходимости копировальные салазки оснащают поворотным инструментальным держателем. Вместо копировальных салазок по этому варианту могут быть установлены крестовые салазки.
Многочисленные дополнительные устройства расширяют область применения токарных автоматов. Так, например, в поперечные салазки на местах установки III и IV, можно встроить устройство для поперечного сверления и фрезерования (рис. 3.40, б). Все станки рассматриваемой гаммы могут быть оснащены устройством для нарезания резьбы гребенкой, устанавливаемым на месте IV (рис. 3.40, а). Вместо поперечных салазок QIIможет быть установлено устройство для обтачивания деталей в форме многогранника и фрезерования резьбы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.