5. Резцы резьбовые для нарезания внутренних резьб (ГОСТ 22207-76, тип 2). Позволяют нарезать резьбу в отверстиях диаметром свыше 35 мм с шагом резьбы до 2 мм и близким подходом к торцу.
|
|
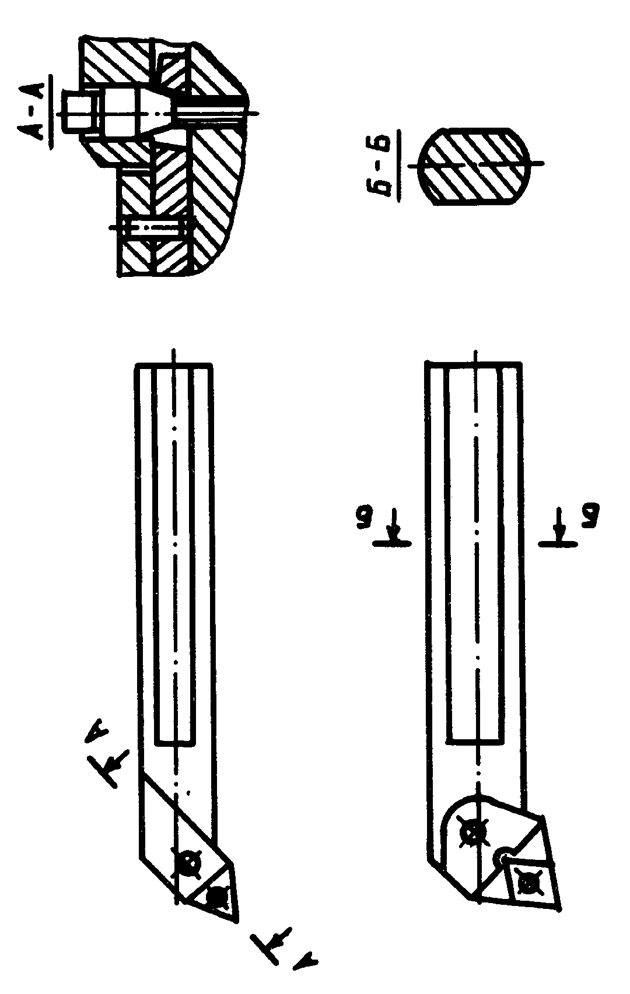
Рис. 2.3. Конструкции сборных расточных резцов |
|
|
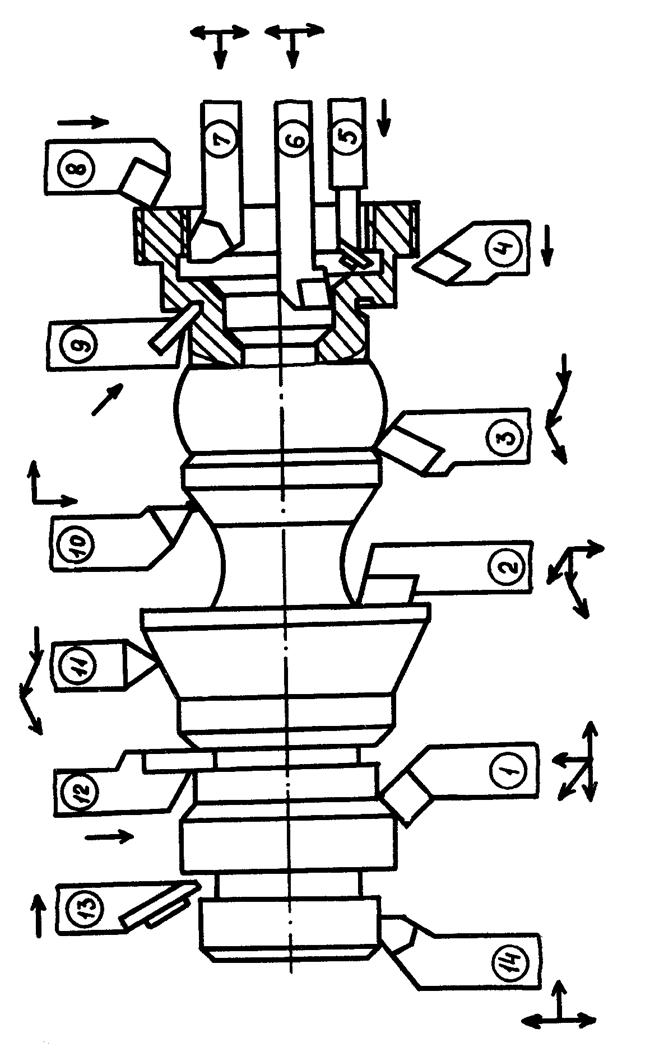
Рис. 2.4. Схема обработки типовых поверхностей |
6. Резцы расточные с ромбическими пластинами с j=95° (конструкция ВНИИИнструмента) для растачивания отверстий и проточки выточек. Наименьший диаметр расточки 40 или 50 мм (в зависимости от диаметра державки).
7. Резцы расточные с пластинами неправильной треугольной формы с j=92°. Для резцов с диаметром державки 28 мм (конструкция ВНИИИнструмента) минимальный диаметр расточки равен 22 мм. Для резцов с диаметром державки 32 мм (ГОСТ 20874-75, тип 3) минимальный диаметр расточки составляет 50 мм.
8. Резцы подрезные с j=75° (ГОСТ 26611-85, тип 18) для подрезки торцов.
9. Резцы для проточки наружных угловых канавок (конструкция ВНИИИнструмента). Разработана также конструкция резцов для проточки внутренних угловых канавок.
10.Резцы контурные с пластиной треугольной формы с j=93° (ГОСТ 20872-80, тип 3) для обработки цилиндрических, конических и фасонных поверхностей с углом спада 22°. Здесь используются три рабочие вершины (по сравнению с двумя у резцов с параллелограмными пластинами), однако жесткость крепления пластин снижается.
11.Резцы контурные с пластинами треугольной формы с j=63° (ГОСТ 20872-80, тип 4) для обработки фасонных поверхностей с углом спада 52°.
12.Резцы для проточки наружных прямых канавок (конструкция ВНИИИнструмента). Существует также конструкция резцов для проточки внутренних канавок (ТУ035-558-77) с минимальным диаметром расточки 36 и 40 мм (в зависимости от диаметра державки).
13.Резьбовые резцы для нарёзания наружных резьб с шагом до 2 мм (ГОСТ 22207-76, тип 1). Режущая пластина закрепляется с помощью прихвата.
14.Резцы проходные упорные с пластинами неправильной треугольной формы с j=92° (ГОСТ 21151-75, тип 4) для проточки ступенчатых поверхностей, фасок, а также торцов по направлению к центру.
Конструкции осевых инструментов (сверла, зенкеры, развертки) для станков с ЧПУ принципиально не отличаются от инструментов, применяемых на обычных станках. Однако к инструменту для станков с ЧПУ предъявляют повышенные требования к точности (точность посадочных поверхностей, биение рабочих поверхностей относительно посадочных и т.д.). В связи с ограниченной емкостью инструментальных магазинов широко используется комбинированный инструмент. На конструкции осевого инструмента для станков с ЧПУ существуют отраслевые стандарты, которые представлены в [3]. Конструкции стандартных инструментов рассмотрены в [2], [6], [7, т.2].
2.2. Вспомогательный инструмент
Для размещения инструментана станке 16К20ФЗ РМ132 служит шестипозиционная револьверная головка, инструментальный диск которой показанна рис.2.5. Резец 1 для наружной обработки устанавливают непосредственно в гнездо инструментального диска и закрепляют клиновыми втулками 2. Инструмент для внутренней обработки устанавливают через переходной модуль 3, который базируется в гнезде диска с помощью сухаря 4 и закрепляется тремя болтами.
Переходный модуль имеет отверстие, в которое вставляют хвостовик вспомогательного инструмента (резцедержатели, переходные втулки и др.). Вид вспомогательного инструмента определяется назначением режущего инструмента и его посадочными поверхностями. На рис.2.6 показана переходная втулка для установки расточного резца 1, который закрепляют винтами 3 с помощью прижимной планки 2. Хвостовик 5 переходной втулки имеет прецизионную гребенку, зубья которой входят в зацепление с зубчатой втулкой 4 переходного модуля.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.