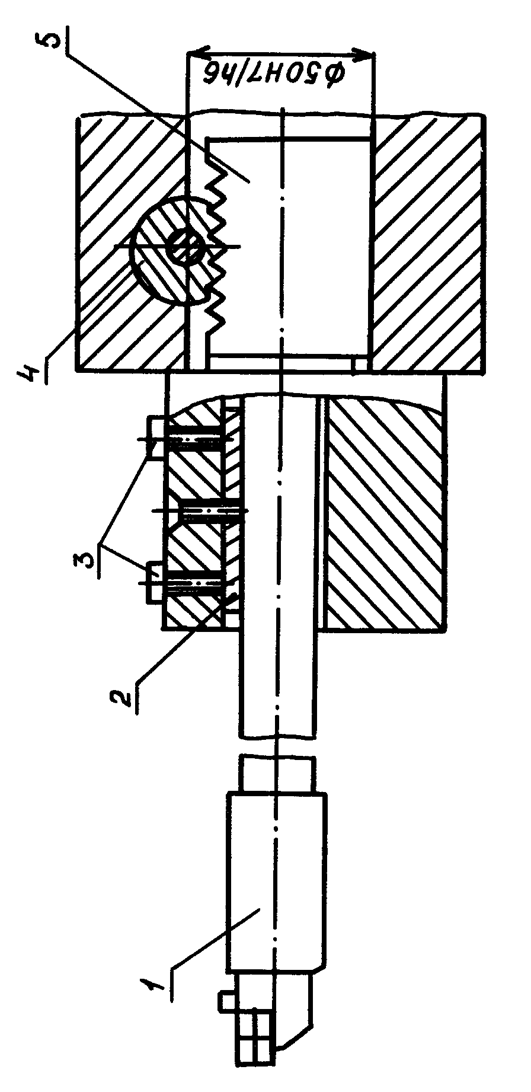
При обработке на станке 16К20ФЗ РМ132 может применяться подсистема вспомогательного инструмента с цилиндрическим хвостовиком по ГОСТ 24900-81. Диаметр хвостовика определяется внутренним диаметром переходного модуля и равен 50мм (посадка хвостовика в переходном модуле Æ50 Н7/h7). Номенклатура вспомогательного инструмента, входящего в подсистему, представлена на рис.2.7 (резцедержатели для наружной обработки) и рис.2.8 (инструмент дм внутренней обработки).
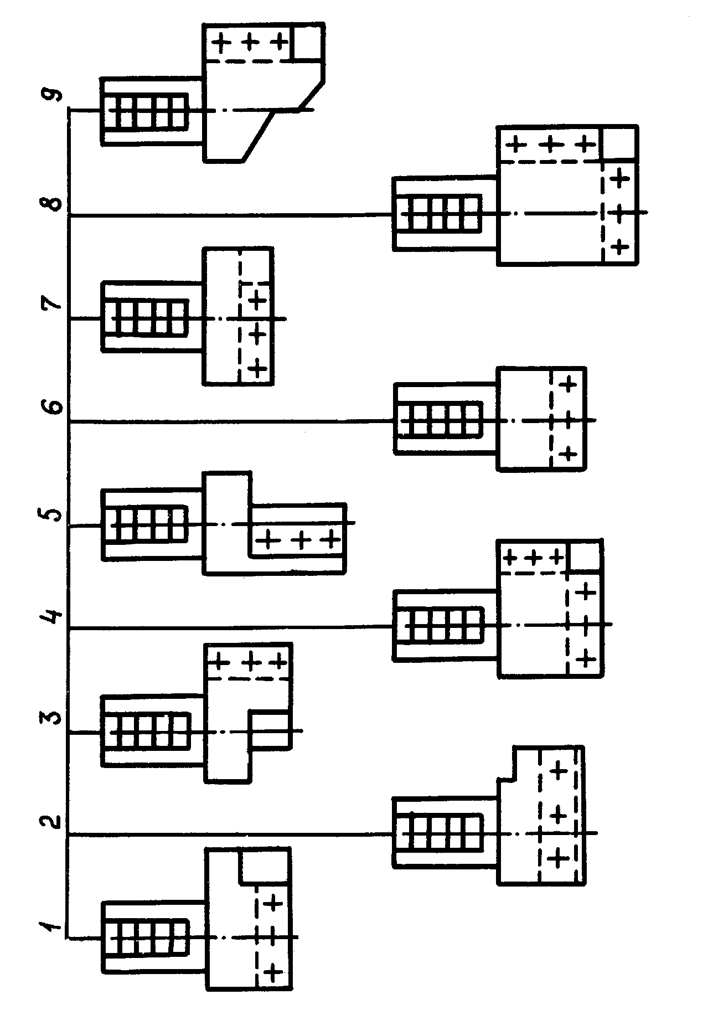
Резцедержатели 1-9 (рис.2.7) позволяет закреплять широкую номенклатуру резцов ссечением 25х25мм. Резцедержатели 3 и 5 могут быть применены для крепления инструмента при обработке внутренних поверхностей. Резцедержатель 6 предназначен для закрепления отрезных резцов. Необходимо отметить, что переходный модуль для установки вспомогательного инструмента занимает две позиции в инструментальном диске. Поэтому резцедержатели 1-9 для наружной обработки применяетна станке 16К20ФЗ РМ132 лишь в исключительных случаях при обработке труднодоступных поверхностей.
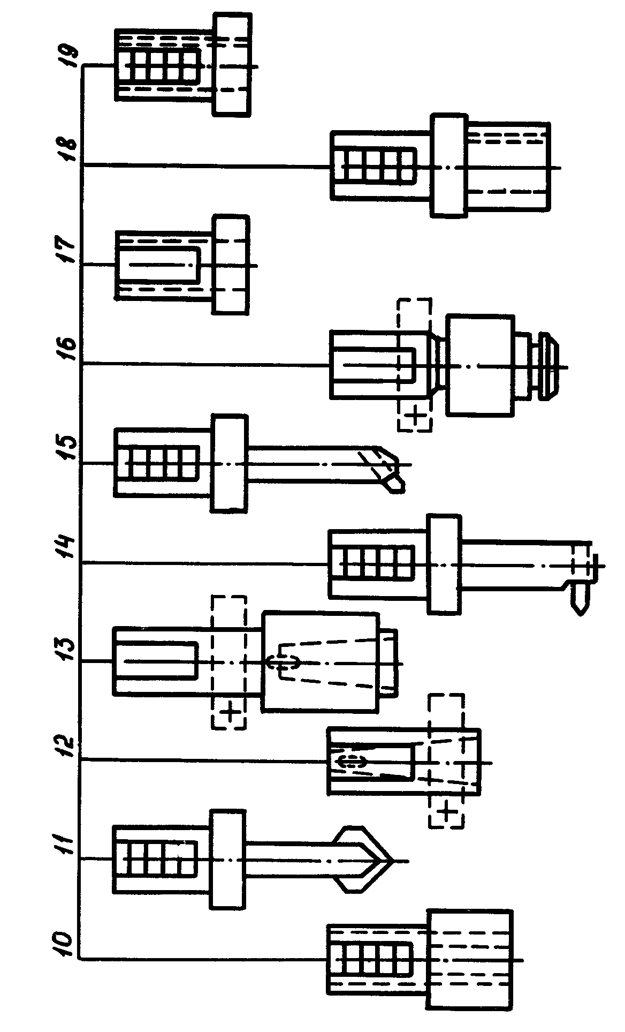
Номенклатура вспомогательного инструмента для внутренней обработки (рис.2.8) включает: переходные втулки 10, 12, 13, 18, 19; перовое сверло 11; расточные борштанги 14, 15; патрон для метчиков 16.
Переходная втулка 10 позволяет закрепить расточной резецили переходный элемент круглого сечения с диаметрами 25, 30 и 32 мм (в зависимости от внутреннего диаметра втулки).
Державка 11 перового сверла служит для установки сменных пластин из быстрорежущей стали. Ширина паза под пластину в зависимости от исполнения - 7, 8 и 10мм.
Переходная жесткая втулка 12 предназначена для установки инструмента с коническим хвостовиком (конус Морзе 2, 3 и 4).
Переходная самоустанавливающаяся втулка 13 также служит для закрепления инструмента с коническим хвостовиком (конус Морзе 3).
|
Рис. 2.5. Инструментальный диск |
|
|
Рис. 2.6. Схема установки расточного резца |
|
|
Рис. 2.7. Подсистема вспомогательного инструмента для наружной обработки |
|
|
Рис. 2.8. Подсистема вспомогательного инструмента для внутренней обработки |
Расточные борштанги с перпендикулярным 14 и наклонным 15 пазами предназначены для расточки отверстий свыше 35 мм с помощью державочных резцов. Глубина расточки определяется длиной борштанги (от 100 до 230 мм) в зависимости от ее диаметра.
Патрон 16 служит для установки метчиков с диаметром нарезаемой резьбы от 6 до 27мм. При установке в патроне специальной вставки можно нарезать резьбу плашками.
Втулка переходнаяразжимная 17 служит для закрепления инструмента круглого сечения диаметром 16 и 20 мм (закрепление с помощью регулировочного кольца).
Втулки переходные со шпоночным пазом 18 и 19 с диаметром отверстия 36 и 48 мм позволяют использовать инструмент от станков сверлильно-расточной и фрезерной групп.
Втулки 12, 13, патрон для метчиков 16 и переходная втулка 17 вместо гребенки имеют на хвостовике гладкую лыску. Их установка в переходном модуле осуществляется с помощью регулировочных колец по ОСТ2 У16-2-78, которые показаны на рис. 2.8 пунктирными линиями.
3. ПРОЕКТИРОВАНИЕ ТОКАРНОЙ ОПЕРАЦИИ
3.1. Принципы проектирования токарной операции для станков с ЧПУ
Общие правила проектирования токарной операции для станков с ЧПУ подробно рассмотрены в [1]. При разработке операции можно выделить следующие этапы:
§ выбор схемы установки и приспособлений;
§ определение последовательности обработки;
§ подбор режущего и вспомогательного инструмента;
§ разработка траекторий движения режущего инструмента;
§ назначение режимов резания;
§ составление управляющей программы;
§ оформление технологической документации.
Основные схемы установки заготовок на станках с ЧПУ и применяемые для этого приспособления представлены в табл.1.1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.