|
Наименование |
Эскиз инструмента |
Эскиз обработки |
|
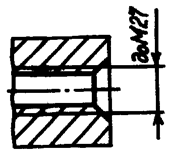
15. Резец для внутренних угловых канавок |
||
|
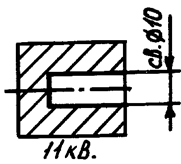
16. Сверло центровочное |
||
|
|
||
|
|
||
|
|
||
|
|
|
Наименование |
Эскиз инструмента |
Эскиз обработки |
|
|
||
|
|
Для обработки на станках с ЧПУ широко применяют сборные резцы с механическим креплением многогранных неперетачиваемых пластин из твердого сплава. Основные типы пластин показаны на рис.2.1. Для дробления стружки в пластинах предусмотрены стружкозавивающие канавки. С целью погашения износостойкости пластин на них наносят покрытие из карбида титана.
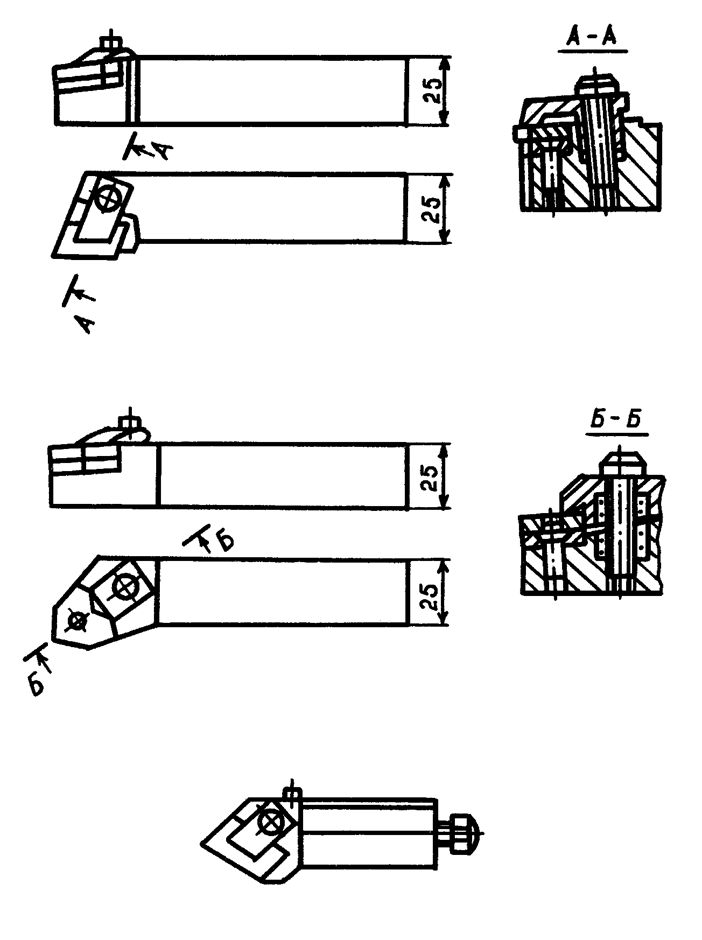
На рис.2.2 представлены примеры конструкций сборных резцов для наружной обработки. Типовые узлы крепления твердосплавных пластин можно условно разделить на две группы:
§ крепление прихватом сверху с базированием пластины по боковым поверхностям (рис.2.2,а);
§ крепление сползающим прижимом с базированием пластины по центральному отверстию (рис.2.2,б).
Для станка 16К20Ф3 РМ132 применяют резцы с размером державки в сечении 25х25 мм. При наличии прибора для настройки инструмента вне станка могут использоваться укороченные резцы-вставки с регулировочным винтом (рис.2.2,в).
|
а |
Рис. 2.1. Типы многогранных неперетачиваемых пластин из твердого сплава |
 а б
а б
в
Рис. 2.2. Конструкции сборных резцов для наружной обработки:
а - с креплением пластины прихватом сверху; б – с креплением
пластины с ползающим прижимом; в – укороченный резец-вставка
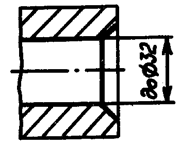
Для расточных резцов применяют крепление боковым зажимом с базированием пластины по отверстию (рис.2.3). Державка резца имеет круглое сечение с лысками для фиксации инструмента в переходной втулке. В комплект инструмента для станка 16К20ФЗ РМ132 входят расточные резцы с диаметром сечения державки 25 и 32 мм. Резцы оснащены пластинами ромбической формы и обеспечивает минимальный диаметр расточки 40 и 50 мм соответственно.
Комплект резцов для токарных станков с ЧПУ должен обеспечивать обработку поверхностей, наиболее часто встречающихся в машиностроении. Схема обработки типовых поверхностей представленана рис.2.4. Комплект резцов включает следующие наименования.
1. Резцы проходные отогнутые правые с j=45° (ГОСТ 21151-75, тип 1) для патронной обработки деталей типа фланцев. Они обеспечивают наружную обточку, проточку торцев, проточку выточек и снятие фасок.
2. Резцы контурные с параллелограмными пластинами j=95° (ГОСТ 20872-80, тип 1), которые позволяют производить обточку по цилиндру, протачивать обратный конус с углом спада до 30°, обрабатывать радиусные поверхности, галтели и подрезать торцы от центра детали. Этими резцами можно протачиватьканавки для выхода шлифовального круга. Режущая кромка базируется по боковым граням и закрепляется прихватом сверху.
3. Резцы контурные с параллелограмными пластинами с j=63° (ГОСТ 20872-80, тип 2), которые позволяют производить обработку полусферических поверхностей и конусов с углом спада до 57°.
4. Резцы резьбовые с ромбическими пластинами, закрепляемыми с помощью прихвата сверху, для нарезания наружных резьб с шагом от 1,5 до 6 мм (конструкция ВНИИИнструмента).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 17. Сверло
спиральное
17. Сверло
спиральное 18. Зенкер
18. Зенкер
 19. Развертка
цельная
19. Развертка
цельная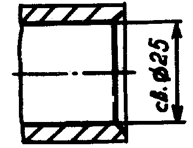
 20. Развертка
насадная
20. Развертка
насадная
 21. Метчик
21. Метчик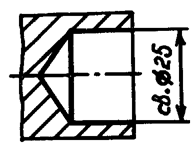
 22. Сверло
перовое
22. Сверло
перовое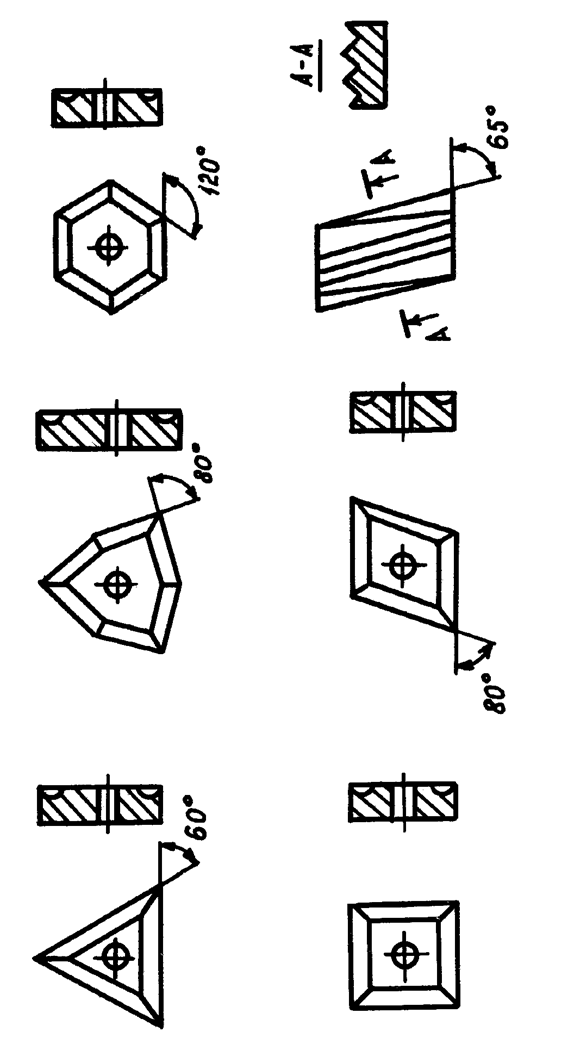 б
в г д е
б
в г д е