Рис. 3.3. Эскизы деталей и заготовок: а) эскиз детали; б) эскиз заготовки из проката; в) эскиз предварительно обработанной заготовки
 а б
а б
в
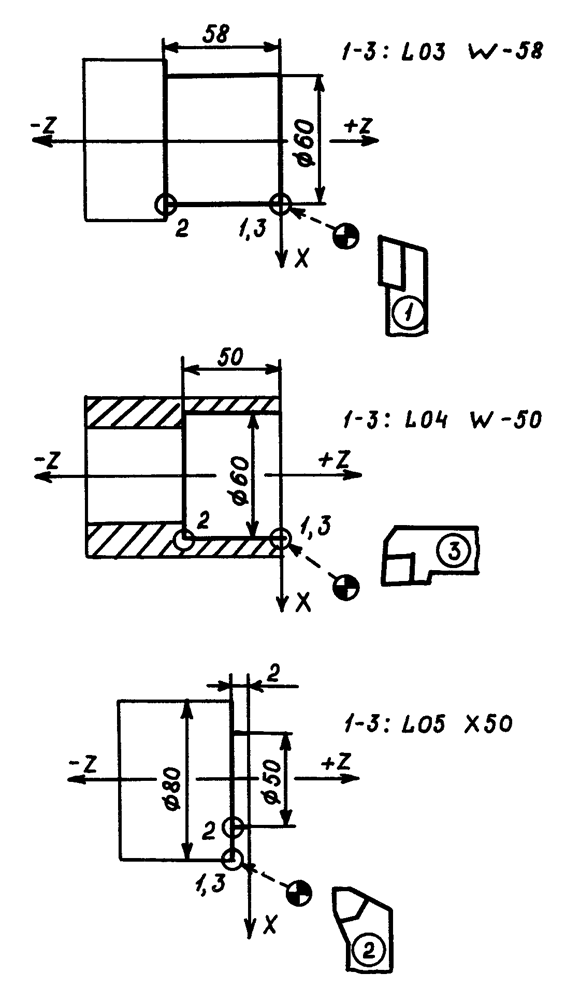
Рис. 3.4. Примеры оформления траекторий движения инструмента для
постоянных циклов: а – L03; б – L04; в – L05
|
а б в г |
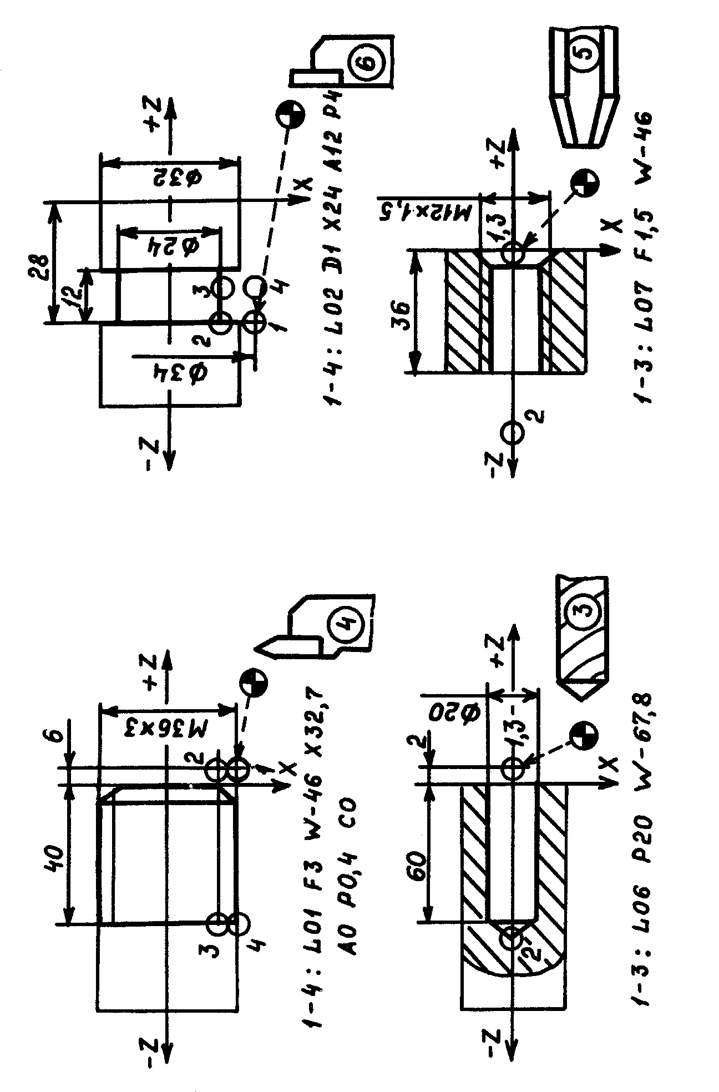
Рис. 3.5. Примеры оформления траекторий движения инструмента для постоянных циклов: а – L01; б – L02; в – L06; L07; г – L07 |
|
|
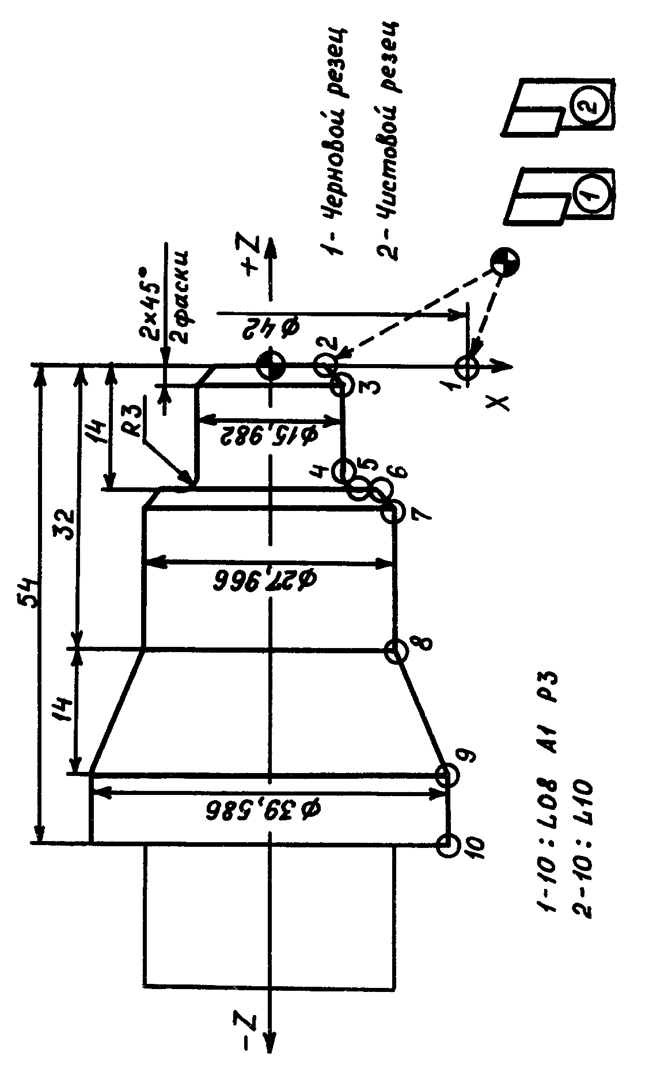
Рис. 3.6. Примеры оформления траектории движения инструмента для циклов L08 и L10 на едином эскизе |
Возможность применения постоянных (стандартных) циклов должна учитываться технологом при проектировании токарной операции. Например, обработка заготовки, показанной на рис.3.1, может быть выполнена за два перехода с использованием циклов черновой (L08) и чистовой (L10) обработки. Если же применять традиционные схемы обработки, то операция будет состоятьиз большого числа черновых и чистовых переходов отдельно на каждую поверхность.
Кроме того, построение траекторий движения режущего инструмента для стандартных циклов допускается выполнять в упрощенном виде. В этом случае на технологическом эскизе показывают только те опорные точки, которые определяют конечный контур обрабатываемой поверхности. При этом должны быть показаны начальная и конечная точки цикла. Вспомогательные перемещения (на быстром ходу) и промежуточные движения на рабочей подаче, выполняемые в цикле, допускается не показывать. Примеры оформления траекторий движения инструмента для постоянных циклов представлены на рис.3.4 и 3.5. При этом на свободном поле эскиза необходимо указать номера начальной и конечной точки цикла, а также номер цикла и значения его параметров.
Для циклов черновой обработки с припуском на чистовую обработку (параметр А не равен нулю) на технологическом эскизе указывают опорные точки для конечного контура детали. При этом в операционной карте записывают содержание перехода следующим образом: "Точить поверхности ... предварительно с припуском на диаметр... мм". В случае совместного использования циклов черновой и чистовой обработки допускается оформлять траектории движения инструмента в виде единого эскиза (рис.3.6). При этом указывают, что обработка в черновом и чистовом циклах начинается из разных начальных точек, а также показывают эскизы чернового и чистового инструментов.
1. Дерябин А.Л., Эстерзон М.А. Технология изготовления деталей на станках с ЧПУ и в ГПС. – М.: Машиностроение, 1989.
2. Краткий справочник металлиста / Под общ. ред. П.Н.Орлова, Е.А.Скороходова. – М.:Машиностроение, 1986.
3. Кузнецов Ю.И., Маслов А.Р., Бойков А.Н. Оснастка для станков с ЧПУ:
Справочник. – М.:Машиностроение, 1983.
4. Обработка металлов резанием: Справочник технолога / А.А.Панов, В.В.Аникин, Н.Г.Бойм и др. – М.:Машиностроение, 1988.
5. Панов Ф.С., Травин А.И. Работа на станках с числовым программным управлением. – Л.:Лениздат, 1984.
6. Справочник инструментальщика / И.А.Ординарцев, Г.В.Филиппов, А.Н.Шевченко и др. – Л.:Машиностроение, 1987.
7. Справочник технолога-машиностроителя. В 2-х т. / Под ред. А.Г.Косиловой и Р.К.Мещерякова. – М.:Машиностроение, 1985.
ОГЛАВЛЕНИЕ
|
1. Приспособления для токарной обработки…………………………………. |
3 |
|
2. Инструментальное обеспечение………………….………………………… |
12 |
|
2.1. Режущий инструмент…………………………………………………... |
12 |
|
2.2. Вспомогательный инструмент………………….……………………… |
23 |
|
3. Проектирование токарной операции………………………………………. |
29 |
|
3.1. Принципы проектирования токарной операции для станков с ЧПУ…………………………………………………………... |
29 |
|
3.2. Рекомендации по проектированию токарной операции для станка 16К20Ф3 РМ132………………………………………………………… |
33 |
|
Литература……………………………………………………………………… |
44 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.