Контрольные вопросы.
1. Назовите технологические параметры, которые исследуются при обработке металлов давлением?
2. Какие задачи решаются при разработке технологических процессов и операций?
3. Какие основные методы решения задач применяются при пластическом деформировании заготовок?
4. Дайте определение процессов обжима и трубчатых заготовок?
5. Какова схема напряженно- деформированного состояния при обжиме трубчатых заготовок?
6. Какова схема напряженно- деформированного состояния при раздачи трубчатых заготовок?
7. Какие факторы ограничивают предельные возможности обжима трубчатых заготовок?
8. Какие факторы ограничивают предельные возможности раздачи трубчатых заготовок?
9. Перечислите основные способы интенсификации при обработке металлов давлением?
10. Перечислите основные способы увеличения предельных возможностей формоизменения заготовок из листов, профилей и труб?
11. В чем состоит отличие от стационарного очага деформации от нестационарного?
9. Лабораторная работа №2
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ВНЕШНЕГО ТРЕНИЯ НА ПРОТЕКАНИЕ ПРОЦЕССА ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Процесс трения при пластической деформировании существенно отличается от трения-скольжения в деталях машин. При пластическом формоизменении происходит смятие поверхности заготовки и ее упрочнение ,а при значительных степенях деформации - непрерывный процесс обновления трущейся контактной поверхности. Трение при пластическом деформировании вызывает увеличение усилий и работы деформированияjповышает износ инструмента, ухудшает качество изделия и т.д. В связи с этим важное значение для выбора оптимальных, режимов штамповки имеет не только качественная оценка проявления внешнего трения, но и правильное определение коэффициента внешнего трения, в условиях конкретного технологического процесса.
Краткие теоретические основы
Определение значений коэффициента внешнего трения в данной работе производится косвенным методом- за счет использования расчетных уравнений, в которые подставляются экспериментальные значения усилий деформирования. Определение коэффициента трения производится в процессе обжима трубных заготовок.
Из уравнения (1.4) следует:
 (2.1)
(2.1)
Подставляя
(2.1) в (1.3), получим из последнего в явном виде выражение для определения
коэффициента трения ![]() :
:
 (2.2)
(2.2)
Экспериментальная часть
1. Заготовки, оборудование, оснастка для обжима, режимы штамповки и фиксируемые параметры принимаются теми же, что и в работе № 1.
2. Содержание экспериментов:
а)
Обжим двух заготовок до ![]() со смазкой /машинное
масло/ и двух заготовок без смазки.
со смазкой /машинное
масло/ и двух заготовок без смазки.
б). Обжим заготовок до потери устойчивости(две со смазкой, две без смазки)
Экспериментальные данные заносятся в протокол испытаний.
Протокол испытаний
Заготовка: труба из , R0= мм, S0 = мм, α=15°.
|
Условия проведения процесса |
№ заготовки |
мм |
|
кгс |
|
|
Без потери устойчив. |
1 |
||||
|
2 |
|||||
|
До потери устойчив. |
3 |
||||
|
4 |
3. Расчетная часть.
Расчетная часть включает:
а) Определение значений коэффициента трения и по уравнению (2.2) для обжима без потери устойчивости.
б)
Расчет значений коэффициента трения ![]() для обжима с потерей
устойчивости при предельных значениях коэффициента обжима Копр.
для обжима с потерей
устойчивости при предельных значениях коэффициента обжима Копр.
4. Сопоставление данных и оценка результатов
а) Оценивается влияние смазки на величину усилий деформирования предельный коэффициент обжима, получаемый со смазкой и без нее, а также на качество поверхности деталей и инструмента.
б)
Сопоставляются значения коэффициента
трения ![]() полученные обжимом без смазки и со смазкой.
полученные обжимом без смазки и со смазкой.
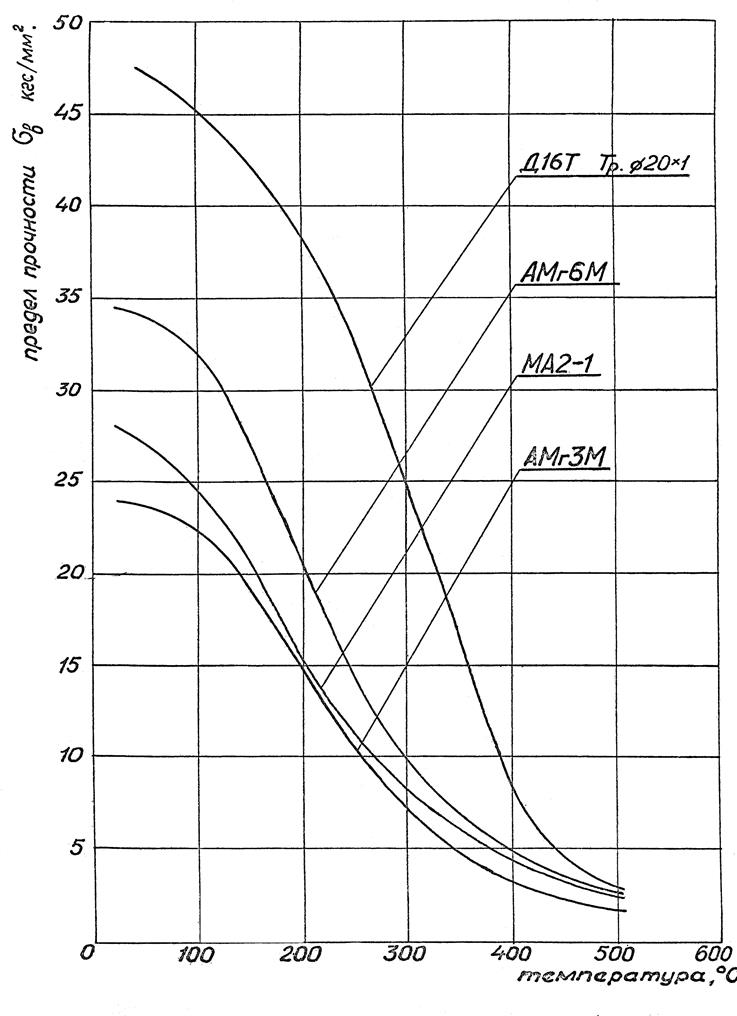
Рис. 3.1
Контрольные вопросы.
1. Назовите технологические параметры, которые исследуются при обработке металлов давлением?
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.