Методика определения напряженно-деформированного состояния сводится к выполнению следующий:
1) На свободной поверхности заготовки наносится делительная сетка малых параметров, после чего производится деформация заготовки в данном техпроцессе или виде испытания.
2)
Измеряются две из трех главных истинных деформаций, например, ![]() и
и ![]() после
проведения испытаний и из условия постоянства объема
после
проведения испытаний и из условия постоянства объема
![]() (4.1)
(4.1)
находится третья главная
истинная деформация ![]() .
.
3)
По разностям главных истинных деформаций ![]() ,
,![]() и
и ![]() строится
в любом масштабе треугольник напряженно – деформированного состояния (рис.4.1).
Этот треугольник равносторонний. Длина его сторон равна наибольшей разности
главных истинных деформаций, например,
строится
в любом масштабе треугольник напряженно – деформированного состояния (рис.4.1).
Этот треугольник равносторонний. Длина его сторон равна наибольшей разности
главных истинных деформаций, например, ![]() . На
одной из сторон треугольника, например, АВ откладываются в принятом масштабе
две другие разности истинных деформаций, а полученная точка D соединяется
с вершиной С. Из геометрических соотношений длина отрезка СD будет
равна:
. На
одной из сторон треугольника, например, АВ откладываются в принятом масштабе
две другие разности истинных деформаций, а полученная точка D соединяется
с вершиной С. Из геометрических соотношений длина отрезка СD будет
равна:
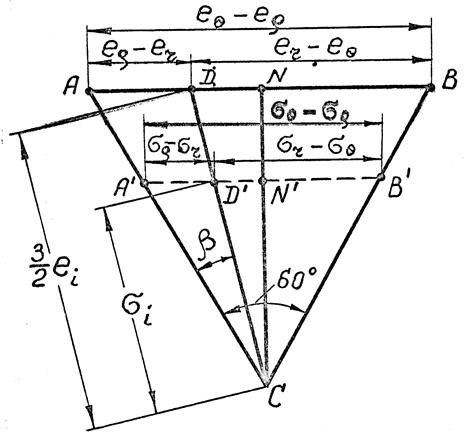
Рис.4.1 Треугольник напряженно-деформированного состояния В.М. Розенберг.
 (4.2)
(4.2)
Сравнивая это соотношение с выражением для интенсивности деформации:
 (4.3)
(4.3)
можно увидеть аналогию указанных формул, откуда следует, что:
 (4.4)
(4.4)
Алогичный
треугольник ![]() можно построить для разностей главных напряжений,
причем, на основе геометрического подобия длине отрезка
можно построить для разностей главных напряжений,
причем, на основе геометрического подобия длине отрезка ![]()
4)
По диаграмме ![]() и
известному значению,
и
известному значению, ![]() определяется интенсивность
напряжений
определяется интенсивность
напряжений ![]() Так как .функция
Так как .функция ![]() не
зависит от характера напряженного состояния, то интенсивность напряжений
не
зависит от характера напряженного состояния, то интенсивность напряжений ![]() будет равна истинному напряжению
будет равна истинному напряжению ![]() интенсивность деформаций
интенсивность деформаций ![]() относительной деформации (удлинению или
сужению) при растяжении. Поэтому интенсивность напряжений определяется по
истинной кривой деформирования в аддитивных деформациях.
относительной деформации (удлинению или
сужению) при растяжении. Поэтому интенсивность напряжений определяется по
истинной кривой деформирования в аддитивных деформациях.
5)
Из условия подобия треугольников АDC и ![]() , а также DBC и
, а также DBC и ![]() следует:
следует:
 (4.4)
(4.4)
 (4.4)
(4.4)
В
процессе раздачи труб, где ![]() соотношение (4.4) и
принимают вид:
соотношение (4.4) и
принимают вид:
 (4.5)
(4.5)
 (4.5)
(4.5)
Угол наклона луча ![]() к сторонам треугольника В.Д.Розенберг
определяет вид напряженного состояния, а длина луча дает наглядное
количественное представление о напряженности деформируемого элемента.
к сторонам треугольника В.Д.Розенберг
определяет вид напряженного состояния, а длина луча дает наглядное
количественное представление о напряженности деформируемого элемента.
Описанный метод применим при исследовании процессов гибки, резки, вытяжки, отбортовки, обтяжки, обжима, раздачи и других процессов штамповки тонкостенных заготовок. В настоящей лабораторной работе изучение студентами указанного метода производится применительно к процессу раздачи с местным нагревом.
Делительная сетка может наноситься на заготовки фотографическим или типографский способом/2/. При значительных степенях деформации и с наличием контактного, трения или же при исследованиях, производящихся при повышенных температурах, следует наносить прорезные или вдавленные риски, В лабораторной работе на заготовки наносятся прорезные риски.
Экспериментальная часть.
1. Оборудование: Гидравлический пресс, применявшийся в лабораторных работах № 1÷3.
2. Оснастка: Пуансон для раздачи тех же размеров, что и в работе № 1, но с нагревательными элементами встроенными во внутренней части (см. рис 1-1.б).
3. Режимы штамповки: трубы тех же размеров, что использовались в лабораторной работе № 1.
4. Содержание экспериментов.
а) Нанесение на внешнюю поверхность двух трубных заготовок делительной сетки малых параметров (круговые риски или ортогональная сетка рисок). Круговые риски наносятся не менее чем в трех диаметральных сечениях. Количество круговых рисок по длине очага деформации - не менее четырех (рис.4.2).
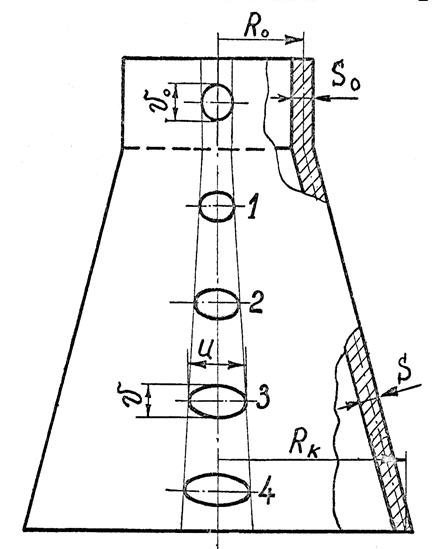
Рис. 4.2 Расположение круговых рисок по образующей конуса после раздачи.
Рис. 4.3
б)
Измерение исходных размеров, рисок ![]() .
.
в) Раздача заготовок с рисками на нагретом до оптимальной температуры пуансоне до коэффициента, раздачи близкого к предельному.
г) Измерение рисок после деформации υ или U ) и толщины материала S в центре каждой круговой риски.
5. Обработка опытных данных
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.