Аналитически зависимость напряжения текучести от скорости деформации при заданной температуре и степени деформации можно описать формулами, предложенными:
 ,
,
 , где sТ и sТ0 – напряжения текучести
соответственно при скоростях деформации
, где sТ и sТ0 – напряжения текучести
соответственно при скоростях деформации ![]() и
и ![]() ; m, n – константы, определяемые
экспериментально.
; m, n – константы, определяемые
экспериментально.
2. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ
Цель: Экспериментальное исследование технологических параметров с учетом интенсификации процессов изготовления листов, профилей, труб деталей из них.
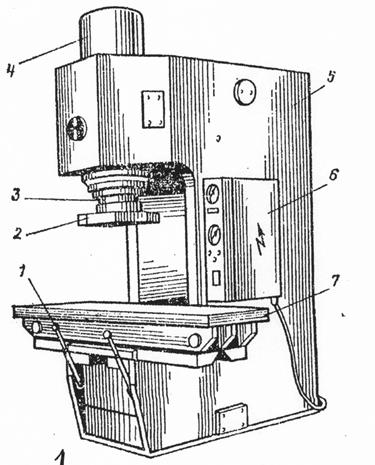 |
Рис. 1. Гидравлический одностоечный правильно-запрессовочный пресс: 1 – рукоятки управления; 2 – ползун; 3 – шток; 4 – цилиндр; 5 – станина; 6 – электрошкаф;
7 - правильный стол.
3. Порядок выполнения экспериментов
1. Проверить работу гидропресса.
2. На столе пресса произвести монтаж и наладку штамповой оснастки (пуансон, матрица, прижимы, зажимы, инструмент и т.д.).
3. Подготовить протоколы наблюдений и расчетов (таблица). Начинать эксперимент можно только при условии исправной работы системы гидропресса и оснастки в статическом режиме.
Таблица
|
№ эксперимента |
Температура, С° |
Смазка |
Угол перехода a° |
e Скорость |
Р деф. усилие Т/е |
||
4. Для определения основного параметра Рдеф провести эксперименты с различными материалами заготовок их геометрическими размерами, формой заготовок, различными температурами нагрева заготовок и деформирующего инструмента, различными углами захода и выхода деформирующего инструмента (ролики, валки, матрицы, пуансоны, фильеры, оправки и т.д.), различными составами смазок и скоростями деформирования.
5. Провести эксперименты в различных сочетаниях температур, смазок, углов и скоростей деформирования.
4. СОДЕРЖАНИЕ ОТЧЕТА
По полученным данным произвести сравнительный анализ, усилия деформирования, качества изготовленных деталей (чистота поверхностей полученных изделий, точность геометрических размеров, микро- макро структуры, остаточные напряжения, и т.д.)
Построить графики зависимостей:
Угол захода (выхода) – Рдеф.
Нагрев – Рдеф
Смазка – Рдеф
e - Рдеф
В текстовой части отчета дать анализ полученных результатов и привести выводы.
5. ТЕХНИКА БЕЗОПАСНОСТИ
1) К выполнению лабораторной работы допускаются студенты, прошедшие инструктаж по технике безопасности в установленном порядке и зарегистрированные в специальном журнале.
2) Перед проведением работы проверить соответствие схемы установки описанию, приведенному в методической разработке, и наличие заземления на всех электроприборах.
3) Строго запрещается приводить в действие установку без разрешения преподавателя или лаборанта.
4) По окончании работы привести в порядок рабочее место, сообщить преподавателю о замеченных во время работы недостатках. Обязательно обесточить установку и все приборы.
5) о всяком несчастном случае необходимо поставить в известность преподавателя или лаборанта. Немедленно оказать первую медицинскую помощь пострадавшему. Аптечка находится на кафедре.
6. БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Ю.Ф.Шевакин, В.С.Шайкевич «Обработка металлов давлением», М., Металлургия, 1972,-245с.
2. П.И.Полухин, А.Хензель, В.П.Полухин, Б.А.Прудковский, В.С.Савченко, Т.Шпиттель, В.Леперт, М.Шпиттель «Технология процессов обработки металлов давлением» М.,Металлургия, 1988,-407с.
3. В.И.Ершов, В.В.Уваров, А.С.Чумазин, Б.Н.Марьин, А.М.Петров, Ю.Л.Иванов «Справочник кузнеца-штамповщика». М., МАИ, 1996-351с.
4. Б.Н. Марьин, Ю.Л.Иванов, В.М.Сапожников, О.В.Попов, К.А.Макаров, В.И.Муравьев, В.И.Шпорт. «Интенсификация формообразования деталей из трубных заготовок».- М.: Машиностроение: 1996.-176 с.
5. С.С.Бочаров, Б.И.Долотов, Б.Н.Марьин, А.Г.Прохоров «Основы функционально- стоимостного анализа», Владивосток, Дальнаука, 2006.-220с.
7. Контрольные вопросы.
8. Лабораторная работа № 1
ИССЛЕДОВАНИЕ ВЛИЯНИЯ СХЕМЫ НАПРЯЖЕННОГО СОСТОЯНИЯ НА ПРОТЕКАНИЕ ПРОЦЕССА ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.