Лабораторная работа включает выявление влияния схемы напряженного состояния на характер проявления пластических свойств и сопротивление деформированию.
Основным показателем,
определяющим способность металла к пластической деформации в условиях реальных
процессов, является предельно-достижимая степень деформации ![]() .По значению
.По значению ![]() определяется
степень влияния на протекание пластической деформации различных факторов.
определяется
степень влияния на протекание пластической деформации различных факторов.
В большинстве операций штамповки тонкостенных деталей из листа, труб и профилей ( вытяжка, обтяжка, отбортовка, обжим, раздача, гибка и др.) имеет место, схема напряженного состояния, близкая к плоской. В связи с этим выявление влияния схемы главных напряжений на протекание пластической деформации выполняется в процессах обжима и раздачи труб, характеризующихся различными плоскими схемами главных напряжений (одноименной и разноименной). Предельная, степень деформации в этих процессах определяется минимальным предельным значением коэффициентов обжима:
 (1.1)
(1.1)
и .раздачи:
 (1.2)
(1.2)
Где, Rо и Rк -начальный и конечный (после деформации) радиусы трубчатой заготовки.
Влияние схемы главных напряжений на сопротивление металла пластической деформации в обоих рассматриваемых процессах оценивается по величине усилий и напряжений, потребных для заданного формоизменения заготовок.
Краткие теоретические основы
а) Обжим (рис 1.1а)
1. Обжим представляет собой процесс в ходе которого
трубчатая заготовка под воздействием усилия ![]() запрессовывается
в матрицу (конической полусферической или другой формы), в результате чего происходит
уменьшение ее диаметра. В очаге деформации при
запрессовывается
в матрицу (конической полусферической или другой формы), в результате чего происходит
уменьшение ее диаметра. В очаге деформации при
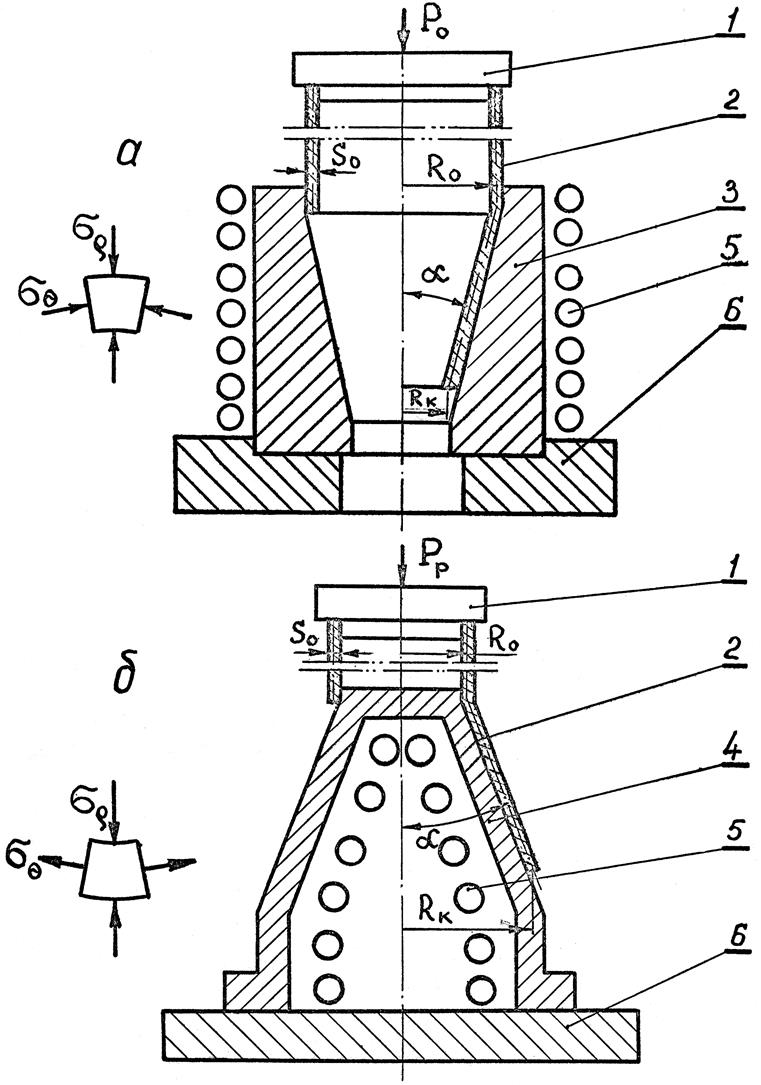
Рис. 1.1 Схемы обжима(а) и раздачи(б) трубчатых заготовок.
1- толкатель; 2- заготовка; 3- матрица; 4- пуансон; 5- нагревательные элементы; 6- плита опорная.
обжиме действуют
напряжения меридиональные сжимающие ![]() , изменяющиеся по очагу
деформации, и окружные сжимающие
, изменяющиеся по очагу
деформации, и окружные сжимающие ![]() , постоянные в окружном
направлении ввиду осевой симметрии.
, постоянные в окружном
направлении ввиду осевой симметрии.
Максимальное значение меридиальных
напряжений ![]() имеет место в недеформируемой части
заготовки ( в зоне передачи усилия). Величина этих напряжений может быть
рассчитана по формуле:
имеет место в недеформируемой части
заготовки ( в зоне передачи усилия). Величина этих напряжений может быть
рассчитана по формуле:

![]() (1.3)
(1.3)
где:
![]() - экстраполированный предел текучести на ориентировочной прямой упрочнения,
численно равный пределу прочности
- экстраполированный предел текучести на ориентировочной прямой упрочнения,
численно равный пределу прочности ![]() ;
;
П – модуль упрочнения;
 - коэффициент обжима;
- коэффициент обжима;
![]() - коэффициент трения;
- коэффициент трения;
![]() - половина угла конусности матрицы.
- половина угла конусности матрицы.
Первый сомножитель правой части уравнения (1.3) учитывает упрочнение материала, второй - влияние трения, третий – величину формоизменения при обжиме.
Усилие деформирования
при обжиме ![]() с учетом разложения сил на выходе в
конический участок рассчитывается по формуле:
с учетом разложения сил на выходе в
конический участок рассчитывается по формуле:
 (1.4)
(1.4)
Лимитирующим фактором
при обжиме является потеря устойчивости (образование кольцевой складки) в зоне
передачи усилия. Потеря устойчивости происходит при степенях формоизменения,
при которых ![]() становятся равными или большими критических напряжений потери,
устойчивости.
становятся равными или большими критических напряжений потери,
устойчивости.
б) Раздача
Раздача (рис.1.1б)
представляет собой процесс, в котором под воздействием усилия ![]() трубчатая заготовка напрессовывается на пуансон
(конической или криволинейной формы), в результате чего происходит увеличение
ее исходного диаметра. Меридиональные напряжения
трубчатая заготовка напрессовывается на пуансон
(конической или криволинейной формы), в результате чего происходит увеличение
ее исходного диаметра. Меридиональные напряжения ![]() в очаге
деформации также, как и при обжиме, являются сжимающими, а окружные
в очаге
деформации также, как и при обжиме, являются сжимающими, а окружные ![]() -растягивающими.
-растягивающими.
Максимальное значение
меридиональных напряжений в![]() в зоне передачи усилий при раздаче может быть определено /1/ по формуле:
в зоне передачи усилий при раздаче может быть определено /1/ по формуле:
 (1.5)
(1.5)
где обозначение те же,
что и в уравнении (1.3), а  .
.
Усилие раздачи ![]() определяется по уравнению. (1.4) в которое
подставляется значение
определяется по уравнению. (1.4) в которое
подставляется значение ![]() подсчитанное по соотношению (1.5).
подсчитанное по соотношению (1.5).
Лимитирующим
фактором при раздаче является разрушение (разрыв) кромки деформируемой, трубной
заготовки. Разрушение происходит при таких степенях формоизменения, при которых
окружные растягивающие напряжения ![]() становятся равными или большими
предела прочности материала кромки заготовки, деформирующейся в условиях
линейного растяжения.
становятся равными или большими
предела прочности материала кромки заготовки, деформирующейся в условиях
линейного растяжения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.