Расчет припусков и промежуточных
размеров на обработку В83![]() h11 (Ra
12,5).
h11 (Ra
12,5).
Таблица 1.12 – Расчет припусков
|
Вид заготовки и маршрут обработки |
элементы припуска, мкм |
Допуск Τ δ, в мкм |
промежуточные предельные размеры, мм |
промежуточные припуски, мм |
||||||
|
Rz |
T |
ρ0 |
Σy |
Вmax |
Вmin |
2Zmax |
2Zmin |
|||
|
Отливка |
200 |
100 |
116,8 |
- |
1200 |
87,66 |
85,46 |
- |
- |
|
|
(14 кв) |
||||||||||
|
Фрезерование предварительное (12кв) |
100 |
100 |
7,08 |
300 |
350 |
85,57 |
85,22 |
2,09 |
1,24 |
|
|
чистовое (11 кв) |
50 |
50 |
- |
- |
220 |
85,0 |
84,78 |
0,57 |
0,44 |
|
|
Σ |
Σ |
|||||||||
|
2,66 |
1,68 |
|||||||||
Припуски на предварительное фрезерование, мм:
![]() мкм ≈ 1,24;
мкм ≈ 1,24;
![]() .
.
Припуски на чистовое фрезерование, мм:
![]() мкм ≈ 0,44;
мкм ≈ 0,44;
![]() .
.
Проверим правильность расчетов:
![]() ;
;
![]() -
расчеты верны.
-
расчеты верны.
Промежуточные размеры, мм:
- максимальные
![]() мм;
мм;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
- Минимальные
![]() мм;
мм;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Составляем таблицу промежуточных размеров.
Таблица 1.13 – Промежуточные размеры ![]()
|
Вид заготовки и маршрут обработки |
Допуски, мкм |
Предельные промежуточные размеры, мм |
Промежуточные размеры |
|
|
Вmax |
Вmin |
|||
|
Отливка |
1200 |
87,66 |
86,46 |
В87 |
|
Фрезерование: |
||||
|
предварительное |
350 |
85,57 |
85,22 |
В85 |
|
чистовое |
220 |
85 |
84,78 |
В85 |
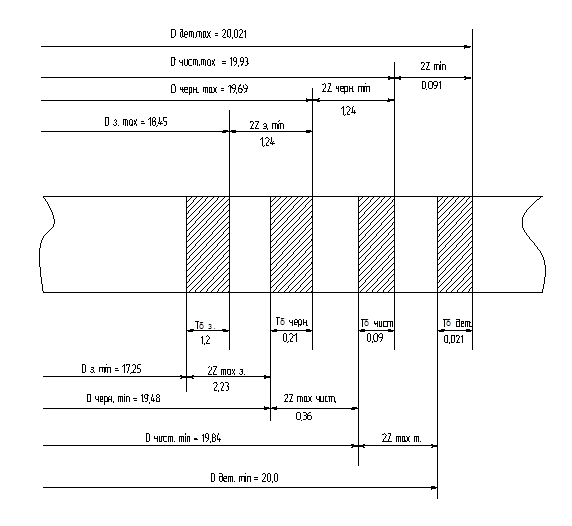
Рисунок 1.7 – Графическая схема расположения припусков и допусков на отверстие ф20Н7(+0,021)
1.11 Выбор оборудования, технологической оснастки и инструмента
1 Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильности выбора зависят производительность труда, экономное использование площадей, механизация и автоматизация труда, расход электроэнергии и в итоге, себестоимости изделия. Характер операции и принятый метод обработки определяют тип станка, а размеры заготовки и обрабатываемых поверхностей определяют основные параметры станка.
В условиях серийного производства широкое применение получили универсальные станки общего назначения, станки с числовым программным управлением и специальные многоцелевые станки, которые сочетают в себе точность специализированных станков и имеют более высокую производительность, чем станки общего назначения. Модели станков для каждой операции занесены в таблицу – маршрут обработки.
Характеристика применяемых станков
6Р13РФ3
Вертикально-фрезерный консольный станок с револьверной головкой и с контурной системой ЧПУ.
Предназначен для фрезерования поверхностей, а также для сверления, зенкерования, развертывания, нарезания резьбы в отверстиях в условиях серийного производства. Станок оснащен шестипозиционной револьверной головкой, один шпиндель который усилен и предназначен для фрезерных работ.
1 Размеры рабочей поверхности стола – 400х1600
2 Перемещение стола (мм):
- продольное - 1000,
- поперечное - 400,
- вертикальное - 380.
3 Число скоростей шпинделя – 18
4 Частота вращения шпинделя (мин-1) – 40-2000
5 Число подач стола – бесступенчатое регулирование
6 Подача стола (мм/мин):
- продольная и поперечная – 10-1200,
- вертикальная – 10-1200.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.