Когда требования положения выше, чем допуск на размер, на чертеже эти требования обозначаются дополнительно.
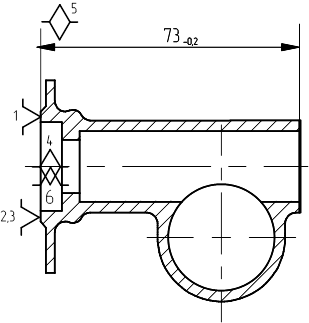
Перечень точных размеров и требований внесены в таблицу 1.1:
1 Допуск перпендикулярности оси отверстия ф20Н7 к торцу не более
0,05 мм .
2 Допуск соосности осей отверстий ф20Н7 и ф25Н7 не более 0,03 мм.
3 Допуск перпендикулярности осей отверстия ф20Н7 относительно осей отверстия ф30Н7 и ф8Н7 не более 0,05 мм.
1.6.2 Анализ вариантов требования точности
Анализ вариантов требований точности поводится предложением возможных вариантов обработки, их сравнением и выявлением оптимального варианта. При анализе требований точности рассматриваются только операции чистовой обработки, т.к. именно они обеспечивают требуемую точность.
Требование 1
Рассмотрим требование точности: допуск перпендикулярности торца относительно оси отверстия ф20Н7 не более 0,05 мм.
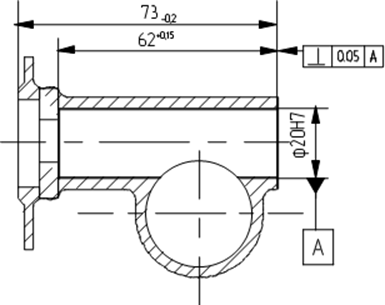
Рисунок 1.2
Вариант 1 – обработка за одину установку детали.
Отверстие ф20Н7 и торец обрабатываются в одной операции за одну установку. В данном случае точность выполнения зависит только от точности станка, приспособления и инструмента.
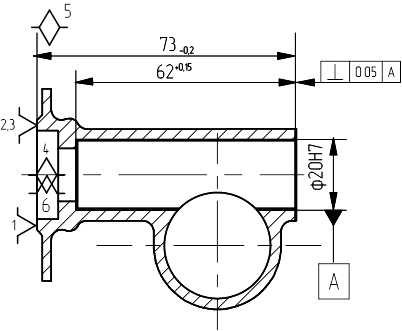
Рисунок 1.3
Т1 → Х а = ∆
Т2 Y 
Т3 Z 
Т4 → Y в = ∆
Т5 → Z с = ∆
Т6 X 
Вариант 2 – принцип совмещения баз.
Базируясь на ранее обработанную поверхность отверстия А (ф20Н7), подрезаем торец .
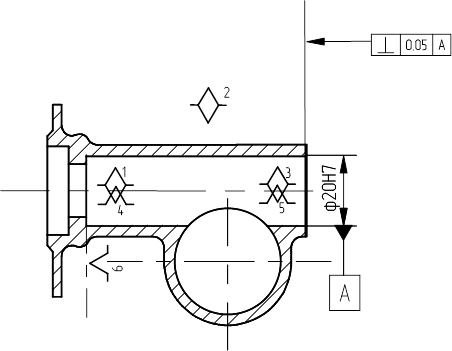
Рисунок 1.4
Т1 → Y в = ∆
Т2 X 
Т3 Z 
Т4 → Z с = ∆
Т5 Y 
Т6 → X а = ∆
Вариант 3 – принцип совмещения баз.
Базируясь на ранее обработанный торец Б, растачиваем отверстие А (ф20Н7).
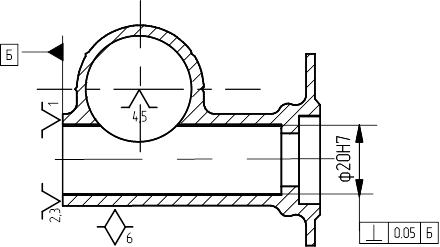
Рисунок 1.5
Т1 → Х а = ∆
Т2 Y 
Т3 Z 
Т4 → Z в = ∆
Т5 X 
Т6 → Y с = ∆
Вариант 4 – принцип постоянства баз.
Отверстие ф20Н7 и торец обрабатываются в разных операциях, но базой служит одна и та же поверхность.
1 Операция
2 Операция
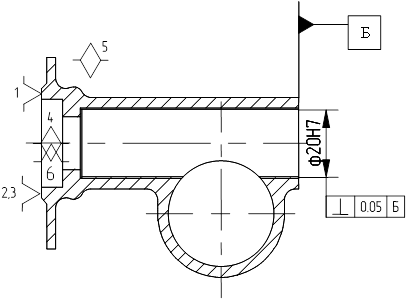
Рисунок 1.6
Т1 → Х а = ∆ Т1 → Х' а1=∆1
Т2 Y
 Т2 Y'
Т2 Y'
Т3 Z  Т3
Z'
Т3
Z'
Т4 → Y в = ∆ Т4 → Y' в1 = ∆1
Т5 → Z с = ∆ Т5 → Z' с1 = ∆1
Т6 X Т6 →
Х'
![]() = 1,41∆.
= 1,41∆.
Таблица 1.6 – Сравнение вариантов
|
Принципы базирования |
вариант |
операции |
Опорные точки |
Выводы: Точность, простота |
|||||
|
погрешности |
|||||||||
|
За один установ |
1 |
одна |
1 |
2 |
3 |
4 |
5 |
6 |
1 2 1 |
|
На выбор баз не влияет |
|||||||||
Продолжение таблицы 1.6
|
1 |
2 |
3 |
4 |
5 |
|||||
|
Совмещения баз |
2 |
одна |
1 |
2 |
3 |
4 |
5 |
6 |
1 3 2 |
|
в |
|
|
с |
|
а |
||||
|
∆ |
|
|
∆ |
|
∆ |
||||
|
Совмещения баз |
3 |
одна |
1 |
2 |
3 |
4 |
5 |
6 |
2 5 3 |
|
а ∆ |
|
|
c ∆ |
|
с ∆ |
||||
|
Постоянства баз |
4 |
1 |
2 |
3 |
4 |
5 |
6 |
2 4 2 |
|
|
первая |
а |
|
|
в |
с |
|
|||
|
∆ |
|
|
∆ |
∆ |
|
||||
|
вторая |
∆ |
|
|
∆ |
∆ |
|
|||
|
|
1,41∆ |
|
|
1,41∆ |
1,41∆ |
|
|||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.