|
|
|
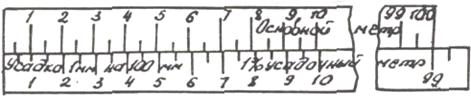
Рисунок 6 – Усадочный 1%-ный метр в сопоставлении с нормальным метром / 1 / |
Для определения величины усадки, которая учтена для данного модельного комплекта, нужно измерить несколько соответствующих размеров на модели или в стержневом ящике и на отливке и найти величину усадки по формуле:
 ,
(1)
,
(1)
где e ¾ усадка, %;
lмод ¾ длина размера на модели;
lотл ¾ длина того же размера на отливке.
Для определения усадки надо выбирать размеры элементов, получаемых в одной полуформе. В этом случае исключается влияние разъема формы; за счет разъема отливка, как правило, увеличивает свои размеры. Величина усадки, по которой сделан модельный комплект, находится как среднее из нескольких (не менее трех) значений. Найденная величина усадки округляется до ближайшего "нормального" значения (кратного 0,25 %).
На поверхностях моделей и стержневых ящиков, перпендикулярных разъему, для облегчения извлечения модели из уплотненной формовочной смеси и освобождения стержневых ящиков выполняются формовочные уклоны. Их величина назначается в соответствии с ГОСТ 3212-92. Наименьшая величина уклонов назначается на металлических модельных комплектах. Это объясняется тем, что на них за счет тщательной механической обработки достигается высокая чистота поверхности. Поэтому такую (более "гладкую") модель легче извлекать из уплотненной смеси. Следует всегда помнить, что за счет формовочных уклонов размеры отливки изменяются. Поэтому, чем меньше уклон, тем меньше отливка отличается от детали, тем выше достигаемая размерная точность отливки.
На поверхностях детали, получаемых путем механической обработки, при получении отливки предусматривается припуск, удаляемый на металлорежущих станках.
Величина припуска на механическую обработку зависит от типа сплава, способа литья, класса точности (характера производства), номинального размера отливки, положения обрабатываемой поверхности при заливке и выбирается в соответствии с ГОСТ 26645-85.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.