|
|
|
|
а |
б |
|
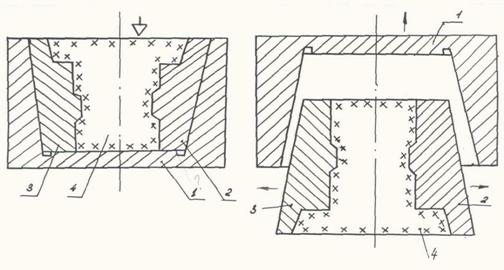
Рисунок 14 – Схема изготовления стержня по вытряхному стержневому ящику 1 – корпус стержневого ящика; 2, 3 – левый и правый вкладыши; 4 – стержень. Стрелками показано направление перемещения корпуса и вкладышей при извлечении стержня а – в момент набивки; б – в момент извлечения стержня (снятие корпуса) |
|
Изготовление стержней по вытряхным стержневым ящикам позволяет получить стержни с повышенной размерной точностью, т.к. исключается искажение размеров стержня вследствие неплотного контакта половинок стержневого ящика (например, вследствие попадания в разъем смеси). В то же время торцевая и цилиндрическая поверхности стержня получаются без уклонов, т.к. после съема корпуса 1 вкладыши 2 и 3 разнимаются в стороны (по стрелкам).
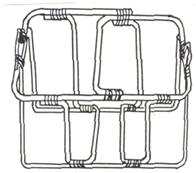
При изготовлении крупных стержней для увеличения их прочности и обеспечения удобства при сборке формы устанавливают каркасы, которые представляют собой литые, вязаные или сварные из проката рамы. Для подвешивания стержней на кран в каркасах предусматриваются петли (рис. 15).
|
|
|
|
а |
б |
|
Рисунок 15 – Каркасы стержней а – литой; б – вязаный. |
|
В мелкосерийном и индивидуальном производстве при изготовлении сложных стержней применяют стержневые ящики с несколькими разъемами, причем один из разъемов делают "с угла на угол" (рис. 16). Применение таких стержневых ящиков дает возможность получать стержни практически без формовочных уклонов.
Для увеличения устойчивости стержней в форме применяются литейные жеребейки. Типы применяемых жеребеек, их основные размеры и требования, предъявляемые к ним, должны соответствовать ГОСТ 9062-59.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.