2. Изучить причины возникновения подъемной силы, действующей на верхнюю полуформу во время заливки, определить ее величину и рассчитать нагрузку формы для отливки со стержнями и без стержней.
3. Определить расход формовочных материалов на изготовление отливки и на одну тонну годного литья.
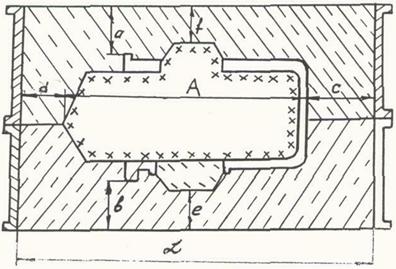
При определении габаритных размеров опок можно воспользоваться следующими данными (рис. 17) / 3 /; размеры в мм.
|
80…120 |
60…120 |
50…100 |
0…60 |
40…70 |
50…120 |
|
a |
b |
c |
d |
e |
f |
Для определения размеров опок можно воспользоваться также данными приложения Б (таблица Б1)
Когда в форме отливается несколько отливок одновременно, расстояние от литникового хода или стояка до отливки (длина питателей) лежит в пределах 50 – 70 мм, а от стояка до стенки опоки - 60 – 80 мм / 4 /. Размер опоки (Рис. 17) определяется из выражения
![]() , (13)
, (13)
После определения габаритов опок размеры их в свету округляются до ближайших, рекомендуемых ГОСТ 2133- 75. По найденным размерам опок и габаритным размерам модели вычерчивается в плане схема расположения отливки в опоке. Если при этом окажется, что в опоке очень много свободного места, необходимо расположить в ней несколько моделей. При необходимости еще раз скорректировать размеры опок и привести их в соответствие с ГОСТ 2133 - 75.
|
|
|
Рисунок 17 – Схема к определению размеров опок |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.