Программу для реализации логических функций можно составить на основе элементарных логических операций НЕ, И, ИЛИ и операций запоминания.
Операция инвертирования выполняется через изменение значения БУ с помощью соответствующих команд УСТ БУ ВХ, ПРО, БУ. Однако следует помнить, что после выполнения команд УП1 и УП0 бит условия принимает значение "логической 1".
Логическое умножение сигналов (операции И) осуществляется с помощью команд ПР0 и ПР1.
МК не имеет команд для непосредственного выполнения операций логического сложения ИЛИ. Поэтому при наличии этих операций необходимо использовать команды условных переходов либо выполнить преобразование логической функции к виду, не содержащему операций логического сложения.
Для операций запоминания используются счетчики.
ФОРМА ОТЧЕТНОСТИ
Материалы по лабораторным работам представляются на защиту в виде расчетно-графической работы объемом 10-15 листов формата А4. В состав графической части должны входить:
Ø чертежи общего вида автоматизированного объекта;
Ø принципиальная пневмогидравлическая схема;
Ø циклограмма автоматизированного объекта;
Ø принципиальная электрическая схема управления.
ПРИМЕР ВЫПОЛНЕНИЯ
Рассмотрим порядок выполнения лабораторных работ на примере автоматизации манипулятора для перегрузки заготовок (рисунок 1).
Манипулятор состоит из следующих основных частей: кисти 3, обеспечивающей захват и освобождение заготовки; пневмоцилиндра 5, осуществляющего вертикальное перемещение кисти; пневмоцилиндра 6, обеспечивающего перемещение манипулятора вправо и влево.
Рисунок 1 – Кинематическая схема манипулятора
Назначение. Манипулятор предназначен для захвата детали 2 кистью 3, ее транспортировки с призмы 1 приспособления на склиз 7.
Режимы работы: автоматический и наладочный. В автоматическом режиме должна обеспечиваться многократная отработка автоматического цикла, в наладочном режиме перемещения исполнительных механизмов манипулятора должны осуществляться от кнопок ручного управления.
Исходное состояние. Кисть манипулятора 3 находится в верхнем левом положении. Захват разжат.
Описание работы. В автоматическом цикле кисть 3 опускается вниз поршнем цилиндра 5. Поршень цилиндра 4 опускается вниз. Происходит зажим детали. Кисть с деталью поднимается вверх. Цилиндром 6 кисть перемещается вправо. Захват разжимается. Деталь падает на склиз 7. Корпус цилиндра 6 перемещается влево.
В наладочном режиме наладчик должен выполнять от кнопок управления зажим и разжим схвата, перемещение кисти вверх и вниз, вправо и влево.
Требуемые блокировки. При нажатии кнопки "Стоп" цилиндр 6 останавливается, поршень цилиндра 5 поднимается вверх, а поршень цилиндра 4 сохраняет свое положение. В наладочном, режиме цилиндр 6 останавливается при достижении крайних положений.
1. Разработка принципиальной схемы автоматизированного объекта и формализованного описания автоматического цикла
Для контроля положения исполнительных механизмов манипулятора использованы датчики S1-S6 (рисунок 2). Датчики S1 и S2 при срабатывании дают сигналы о достижении корпусом цилиндра Ц1 левого и правого крайних положений. Датчики S3 и S4 дают сигналы о достижении кистью манипулятора верхнего и нижнего положений. Сигналы о состоянии схвата выдают датчики S5 и S6. При открытии схвата срабатывает датчик S5, при закрытии – S6.
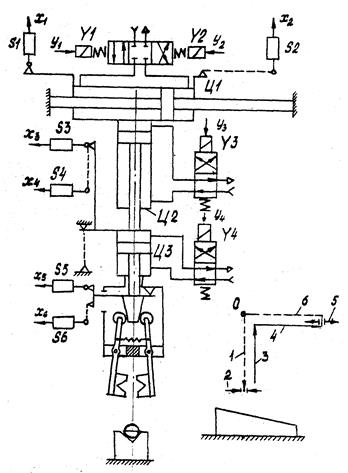
Рисунок 2 – Принципиальная схема автоматизированного объекта
Управление цилиндром Ц1 осуществляется от трехпозиционного распределителя, цилиндрами Ц2 и Ц3 – от двухпозиционных распределителей. В свою очередь трехпозиционный распределитель управляется электромагнитами Y1 и Y2, двухпозиционные распределители – соответственно электромагнитами Y3 и Y4.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.