4 Техническое перевооружение КПА. Внедрение универсального
фрезерного станка для обработки корпуса автосцепки.
4.1 Общие сведения о станке
Станок фрезерный специальный с крестово-подвижным столом модели УФ5570М1 предназначен для механической обработки восстановленных наплавкой поверхностей: зева, зубьев и хвостовика корпуса автосцепки СА-3.
Обработка производится фрезерованием за одну установку корпуса в механизированное поворотное приспособление. Фрезерование каждой поверхности выполняется по индивидуальной программе с контролированием размеров по координатам и прерыванием программы для поворота приспособления.
Поверхности обрабатываются инструментами, оснащёнными неперетачиваемыми твёрдосплавными пластинами. Перечень обрабатываемых поверхностей см. таблицу 9.1.
Станок изготовлен на базе универсального фрезерного вертикально-горизонтального станка модели 6532М.
Внедрение данного станка позволяет упразднить три модели станков применяемых на участке КПА, - фрезерного, заточного, строгального.
модели УФ5570М1
4.2 Основные технические данные
Основные технические данные станка УФ5570М1 представлены в таблице 4.1.
Таблица 4.1 - Основные технические данные станка
|
Наименование параметра |
Значение параметра |
|
|
1 |
2 |
|
|
1 Рабочее пространство станка |
||
|
1.1 Размеры рабочей поверхности стола, мм |
||
|
- ширина |
400 |
|
|
- длина |
1500 |
|
|
1.2 Положения оси шпинделя |
вертикальное горизонтальное |
|
|
1.3 Расстояние
от рабочей поверхности стола до |
||
|
- наибольшее |
610 |
|
|
- наименьшее |
50 |
|
|
1.4 Расстояние от рабочей поверхности стола до оси шпинделя при ее горизонтальном положении, мм |
||
|
- наибольшее |
565 |
|
|
- наименьшее |
5 |
|
|
1.5 Наибольшее расстояние от оси шпинделя при ее вертикальном положении до середины стола в его крайних положениях, мм |
||
|
- от стойки - |
350 |
|
|
- к стойке |
200 |
|
|
1.6 Наибольшее расстояние от торца шпинделя при горизонтальном положении его оси до середины стола в его крайних положениях, мм |
||
|
- от стойки |
395 |
|
|
- к стойке |
155 |
|
|
1.7 Наибольшее перемещение, мм |
||
|
- продольное, стола (ось X) |
1000 |
|
|
- поперечное, салазок (ось Y) |
550 |
|
|
- вертикальное, бабки (ось Z) |
560 |
|
|
1.8 Наибольшая масса устанавливаемой заготовки(с приспособлением), кг |
1000 |
|
|
2 Привод вращения шпинделя |
||
|
2.1 Конус шпинделя по ГОСТ 24644-81 |
50 |
|
|
2.2 Мощность привода
главного движения S1/S6, |
15/18,5 |
|
|
2.3Пределы частот вращения шпинделя, мин-1 |
||
|
Iступень |
10…400 |
|
|
IIступень |
401…2000 |
|
|
Продолжение таблицы 4.1 |
||
|
Наименование параметра |
Значение параметра |
|
|
2.4 Наибольший
крутящий момент на шпинделе |
1000/1250 |
|
|
2.5 Наибольшее усилие
зажима инструмента в |
12000 |
|
|
3 Приводы подач |
||
|
3.1Диапазон рабочих подач стола (ось X), салазок (ось Y), бабки (ось Z), мм/мин |
2…2000 |
|
|
3.2 Быстрый ход, мм/мин |
10000 |
|
|
3.3 Силы резания по осям X, Y, Z, Н |
10000 |
|
|
3.4 Дискретность
отсчета перемещений по осям |
0,01 |
|
|
4 Габариты и масса станка |
||
|
.4.1 Габаритные размеры станка (вместе с электрооборудованием в среднем положении стола и салазок), мм |
||
|
- длина |
2300 |
|
|
- ширина |
2470 |
|
|
- высота |
2730 |
|
|
4.2 Габариты площади,
занимаемой станком, с |
4200х3980 |
|
|
4.3 Масса станка с приспособлением, кг роп |
5850 |
|
|
5 Показатели безопасности |
||
|
5.1
Уровень
звука на рабочем месте оператора |
82 |
|
|
5.2 Корректированный уровень звуковой мощности на холостом ходу (по ГОСТ 12.2.107-85), дБА, не более |
102 |
|
|
5.3
Уровень
вибраций на рабочем месте (по |
0,65 |
|
|
6 Параметры вспомогательных систем |
||
|
6.1 Рабочая среда системы смазки и гидравлики |
масло ИГП-30 ТУ-38-101413-78 |
|
|
6.2 Объем бака системы смазки и гидравлики, дм3 |
40 |
|
|
6.3 Давление масла в системе гидравлики, МПа |
10,0 |
|
|
7 Параметры электрооборудования |
||
|
7.1 Род тока питающей сети |
переменный трехфазный |
|
|
7.2 Напряжение, В |
380 |
|
|
7.3 Частота, Гц |
50 |
|
|
Продолжение таблицы 4.1 |
||
|
Наименование параметра |
Значение параметра |
|
|
7.4 Наибольшая потребляемая мощность, кВт |
24,31 |
|
|
7.5 Суммарная мощность установленных электродвигателей, кВт |
26,7 |
|
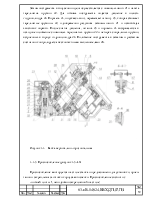
Рисунок 4.2. – Установочный чертеж
4.3 Комплектность станка
Комплектность поставки должна соответствовать таблице 4.2.
Таблица 4.2 - Комплектность поставки станка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.