- очистку от пыли, грязи, масла и стружки элементов станка.
4.7.3 Плановое техническое обслуживание второго вида (ТО2)
Производится через каждые 1500 часов работы станка согласно графику технического обслуживания и ремонтов. Сюда включают дополнительно к работам по ТО1 работы, связанные с частичной разборкой сборочных единиц станка:
- отсоединить телескопические кожухи от бабки и осмотреть направляющие стойки, а также исправность конечных выключателей и упоров перемещения бабки;
- отсоединить кожухи салазок и проверить исправность конечных выключателей ограничения перемещений салазок;
- проверить исправность конечных выключателей и упоров ограничения хода стола;
- провести подтяжку и замену изношенных крепежных деталей - винтов, гаек и др;
- проверить состояние тросов устройства уравновешивания бабки;
- пополнить смазку через пресс-масленки;
- проверить состояние электрооборудования
- выявить изношенные детали, требующие замены при очередном плановом ремонте, с записью в предварительные ведомости дефектов;
- проверить точность станка (при необходимости) с последующим регулированием.
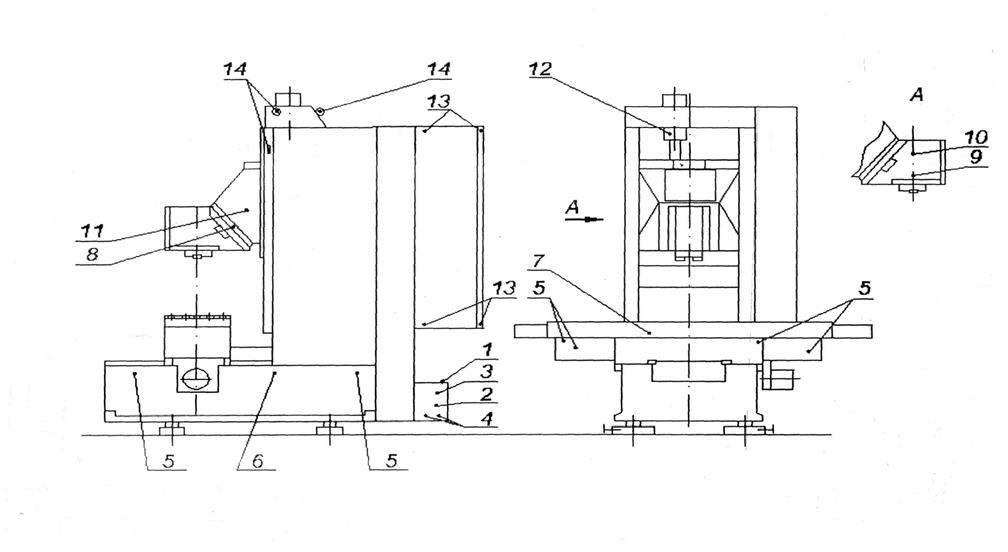
Перечень точек смазки, типы и периодичность обслуживания приведены в таблице 4.4
и на рисунке 4.7.
Рисунок 4.7 – Карта смазки станка
|
Таблица 4.4 - Перечень точек смазки станка |
|||||
|
Поз. |
Количество смазочного материала, кг |
Периодичность смазки |
Наименование позиции, смазываемая точка |
Куда входит |
Смазочный материал |
|
1 |
40 |
Дополнять по мере расхода, полная смена масла 1 раз в 6 месяцев |
Фильтр залива масла |
Станция смазки и гидравлики |
ИГП-30 ТУ 38-101413-78 |
|
2 |
- |
- |
Указатель min уровня масла |
То же |
То же |
|
3 |
- |
- |
Указатель max уровня масла |
То же |
То же |
|
4 |
- |
- |
Пробки слива масла |
То же |
То же |
|
5 |
0,5 |
Дополнять после ремонта |
Набивка подшипников |
Стол крестово-подвижный, станина |
Смазка Лита ТУ 381011308-90 (ШШ-Т 5/10-2) |
|
6 |
по 0,025 |
Дополнять 1 раз в 3 месяца |
Маслёнка для смазки гайки ШВП салазок |
То же |
То же |
|
7 |
0,025 |
То же |
Маслёнка для смазки гайки ШВП стола |
То же |
То же |
|
8 |
О,1 |
Дополнять 1 раз в месяц |
Маслёнка для набивки передних подшипников предшпиндельного вала |
Бабка вертикально-горизонтальная |
То же |
|
9 |
0,1 |
То же |
Маслёнка для набивки переднего подшипника шпинделя |
То же |
То же |
|
10 |
0,1 |
То же |
Маслёнка для набивки заднего подшипника шпинделя |
То же |
То же |
|
11 |
1,0 |
Дополнять после ремонта |
Смазка шестерни шпиндельной, нижней шестерни и нижнего подшипника предшпиндельного вала |
То же |
То же |
|
12 |
0,05 |
Дополнять 1 раз в месяц |
Маслёнка для набивки верхнего подшипника ШВП |
Стойка |
То же |
|
13 |
0,02 |
Дополнять после ремонта |
Смазка осей поворота эл. шкафа и дверок |
Электрошкаф |
То же |
|
14 |
0,1 |
То же |
Набивка подшипников |
Устройство уравновешивания бабки |
То же |
Ежедневно перед началом работы должны проверяться:
• уровень рабочей жидкости в гидробаке;
• рабочие давления.
4.7.4 Структура и периодичность работ по плановому техническому обслуживанию и ремонту.
Рекомендуется трехвидовая девятипериодная структура ремонтного цикла.
Структура ремонтного цикла имеет вид:
КР-1ТР-2ТР-1СР-ЗТР-4ТР-2СР-5ТР-6ТР - КР
Продолжительность межремонтного периода 4500 часов оперативного времени. Продолжительность ремонтного цикла - 32000 часов соответствует 8 годам службы при 2-х сменном режиме работы.
В межремонтном периоде устанавливается следующий цикл плановых технических обслуживании:
ТР-1Т01-2Т01-1ТО2-ЗТО1-4Т01-2Т02-5Т01-6ТО1-ТР
Продолжительность периода между ТО1 (ТО1 и ТО2) 500 часов, между ТО2 (ТО2 и ТР) - 1500 часов наработки.
При проведении технического обслуживания перед плановым ремонтом проверяют точность станка и составляют дефектную ведомость, что позволяет судить о состоянии станка и прогнозировать надежность сохранения параметров точности. При необходимости восстанавливают точность станка путем регулирования.
Текущий ремонт осуществляется в процессе эксплуатации станка и состоит из работ, предусмотренных ТО2, а также замены или восстановления отдельных механизмов. При среднем ремонте восстанавливают геометрическую точность станка.
Результаты плановых технических обслуживаний и ремонтов регистрируют в "Журнале учета ежесменных осмотров" и "Журнале учета плановых технических обслуживании и ремонтов".
Инструктивно-технологическую карту технического обслуживания по ГОСТ 26583-85 разрабатывает завод-потребитель.
Отказы (неплановые ремонты) регистрируют в "Журнале учета неплановых ремонтов".
ВНИМАНИЕ!
Несоблюдение правил технического обслуживания и ремонта, изложенных в настоящих указаниях, приводит к снижению эксплутационной надежности оборудования, снятию гарантийных обязательств изготовителя.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.