1.2 Работа в парках прибытия
В парках прибытия поезда обрабатываются двумя бригадами в каждой бригаде по три технологические группы, каждая технологическая группа состоит из двух осмотрщиков. Руководит работой бригад старший осмотрщик вагонов.
Получив извещение о подходе поезда, осмотрщики хвостовой части, если они не заняты обработкой предыдущего поезда, выходят встречать поезд на установленные места пути приема. Осмотрщики хвостовой части, если они в момент предъявления производят осмотр текущего поезда, делают на концевой балке последнего осмотренного ими вагона разметку "стоп", дату и идут вдвоем к установленному месту для встречи предъявленного поезда с двух сторон. При встрече с ходу осмотрщики выявляют различные неисправности такие как, ползуны, навары, заклиненные колесные пары, волочащиеся детали, разрушенные буксовые узлы по характерным звукам, рессорное подвешивание тележек - по колебаниям и перемещениям кузова и т.д., а также выявляют внешние признаки, подтверждающие наличие скрытных неисправностей ходовых частей, автосцепного устройства и тормозного оборудования вагонов. При производстве маневров по соседним путям, встречу поездов с ходу производит один осмотрщик вагонов со стороны, где нет передвижений подвижного состава.
В случае обнаружения технических неисправностей осмотрщики вагонов записывают четыре последние цифры инвентарного номера вагона и примерное его расположение (голова, середина, хвост). После остановки поезда хвостовые осмотрщики вагонов передают по громкоговорящей связи оператору парка замеченные неисправности, осмотрщик вагонов головной части получает сведения от локомотивной бригады о работе тормозов, о замеченных в пути следования неисправностях вагонов, о последней станции, на которой поезд имел стоянку и продолжительность стоянки.
Полученные данные осмотрщик вагонов головной части передает оператору парка. Оператор парка, отмечает в настольном графике неисправности, выявленные с ходу, также получает информацию от оператора АСУ ПТО о вагонах, прибывших в составе этого поезда, подлежащих плановым видам ремонта (ДР, КР) и оператора АСК ПС о нахождении в составе поезда вагонов с повышенным нагревом роликовых букс и срабатывании системы УКСПС установленной на подъездных путях станции.
После отцепки локомотива от состава осмотрщик вагонов головной части докладывает оператору парка об отцепке локомотива.
Оператор парка ограждает состав с централизованного пульта, руководствуясь "Инструкцией по ограждению поездов".
Оператор парка объявляет по громкоговорящей связи о предъявлении поезда к техническому обслуживанию, указывая номер поезда, путь приема поезда, номера вагонов, с указанием стороны поезда (левая или правая) и порядкового номера оси, исчисляемых по ходу движения, имеющих показания аппаратуры ДИСК-Б или КТСМ и подлежащих плановым видам ремонта, а также неисправности выявленных при встрече с ходу. Временем прибытия поезда считается время остановки его в пределах пути, а временем начала осмотра время отцепки поездного локомотива и ограждения состава.
После ограждения поезда, обработка осмотрщиками в парке прибытия производится с пролазкой с целью выявления всех неисправностей, требующих текущего безотцепочного или отцепочного ремонтов.
Одновременно с техническим осмотром по прибытию осмотрщики вагонов производят осмотр на предмет дачи годности под погрузку порожних вагонов и груженых - под сдвоенные операции.
Осмотрщики делят состав на три части (в каждой части по два осмотрщика), двигаются в своей части вдоль вагонов, соблюдая параллельный осмотр (рисунок 1.4), и левый осмотрщик производит отпуск тормозов, путем выпуска воздуха через выпускной клапан.
 |
![]() Путь осмотрщиков
вагонов;
Путь осмотрщиков
вагонов;
1, 2, 3 – номера технологических групп.
Рисунок 1.4 – Схема обработки состава осмотрщиками в парке прибытия
Контроль технического состояния восьмиосного вагона производится с пролазкой, согласно типового технологического процесса ТК-234 – 96г., двумя осмотрщиками вагонов на 18 позициях (рисунок 1.5)
Осмотрщик-ремонтник левой стороны
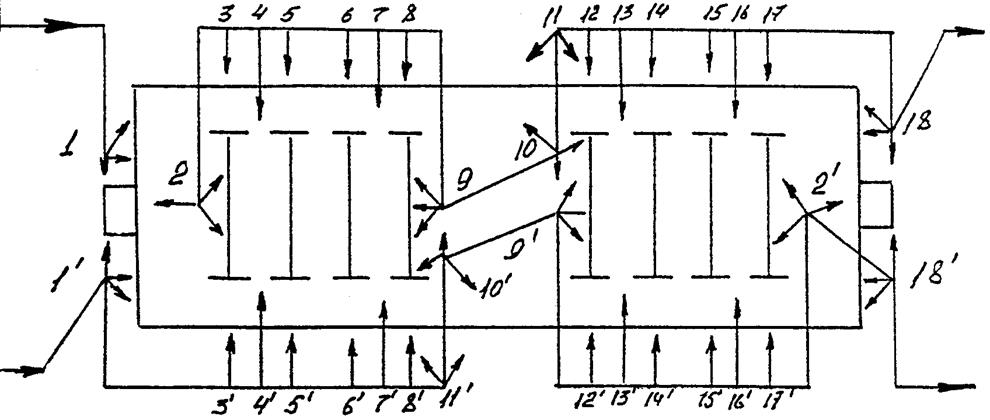
Осмотрщик-ремонтник правой стороны
Рисунок 1.5 – Схема последовательности контроля технического
состояния восьмиосного вагона
На первой позиции осмотрщик вагонов осматривает котел, трафарет периодического ремонта, расцепной привод и центрирующий прибор автосцепки, корпус автосцепки, ударную розетку, концевую балку. Осмотрщик вагонов правой стороны проверяет действие механизма автосцепки на саморасцеп, расстояние от упора корпуса автосцепки до ударной розетки, разницу по высоте между продольными осями сцепленных автосцепок, у свободной автосцепки производит замеры шаблоном № 873.
На второй позиции осмотрщик вагонов осматривает опору котла цистерны (листы, диафрагму) шкворневую и хребтовую балки с внутренней стороны, проверяет валик тягового хомута и его крепление, тяговый хомут, хвостовик корпуса автосцепки, поглощающий аппарат, задние и передние упоры, поддерживающую планку и состояние направляющего прибора автосцепки. Осматривает первое (правое по ходу) колесо с внутренней стороны, ступицу колеса, узел сопряжения оси со ступицей колеса, ось передней колесной пары по всей поверхности и внутреннюю сторону второго (левого) колеса, проверяет состояние надрессорной балки тележки, подпятника, концевого пятника соединительной балки и ее прилегающей части, триангель, башмаки, тормозные колодки и их подвеску на раме тележки
На третьей позиции осмотрщик-ремонтник осматривает колесо первой колесной пары с наружной стороны с проверкой толщины обода колеса, гребня, проката колеса, ползунов, выщербин, кольцевых выработок и других дефектов обода колеса, запорные механизмы, корпус буксы, проверяет ее нагрев, боковую раму тележки в зоне буксового проема, прилегающую часть боковой стены.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.