


























1 Разработка технологического процесса сборки
В соответствии деления машины на сборочные единицы и детали, кроме общей сборки машины различают узловую сборку, сборку подузлов и сборку комплектов. Под узловой сборкой понимается соединение, координирование и фиксация с требуемой точности подузлов, комплектов и деталей, составляющих подузел.
Технологический процесс сборки складывается из ряда переходов, заключающихся в соединении сопрягаемых сборочных единиц и деталей путем приведения в соприкосновение основных баз деталей присоединяемой сборочной единицы или детали со вспомогательными базами деталей сборочной единицы, к которой они присоединяются; проверки, если необходимо, полученной точности относительного положения и движения сборочных единиц и деталей; внесение необходимых поправок для достижения требуемой точности путем пригонки, подбора и регулировки; фиксации относительного положения сборочных единиц и деталей, обеспечивающего правильность выполнения ими их служебного назначения.
К технологическому процессу сборки обычно относят также переходы, связанные с проверкой правильности действия сборочной единиц и деталей, например плавности и точности относительных перемещений, действия смазочной системы, последовательности включения отдельных механизмов. В сборочные процессы включаются также переходы, связанные с отчисткой, мойкой, окраской и отделкой деталей, сборочных единиц и нередко машины
в целом, а также переходы, связанные с регулировкой машины и ее механизмов, и переходы по разработке машины, если она отправляется потребителю в разнообразном виде с целью удобства транспортировки.
1.1 Исходные данные и их анализ
Каждая машина, как и отдельные ее механизмы, выполняет свое служебное назначение при помощи ряда поверхностей или их сочетаний, принадлежащих деталям машин.
На сборочном чертеже имеется достаточно разрезов, полностью отражающих конструкцию детали.
Имеются технические условия:
1) неуказанные предельные отклонения: диаметров по Н14, прочих размеров по h14;
2) литейные уклоны 1…2’
3) неуказанные литейные радиусы R = 12мм
4) покрытие нерабочих поверхностей:
наружные – грунт 83 ОСТ Б5.9925 – 83 – 1 слой, эмаль ПФ – 218ХС зелено - желтого цвета ГОСТ 21227 – 75 – 3 слоя.
внутренние – малостойкая эмаль ФЛ61 ТУ6–10–778-76
Для разработки технологического процесса сборки необходимы следующие исходные данные:
1) краткое описание, предельно ясно определяющее служебное назначение узла;
2) технические условия и нормы, определяющее его служебное назначение;
3) рабочие чертежи узла;
4) данные о количестве узлов, намечаемых к выпуску в единицу времени (год), требуется для выбора наиболее экономичного варианта технологического процесса сборки, оборудования, технологической оснастки, степени механизации, автоматизации и организационных форм;
5) условия, в которых предполагается организовать и осуществлять подготовку, изготовление и выпуск узла;
6) метод достижения требуемой точности машины;
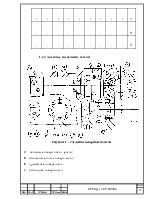
7) схема сборки;
8) маршрутная технология общей и узловой сборки.
Технологическая документация и чертеж должны позволять рабочему, наладчику и мастеру самим, без каких – либо дополнительных указаний, выполнять сборку, отвечающие полностью их служебному назначению.
Все вышеперечисленные исходные данные необходимы для детального выяснения задачи, которая ставится перед технологическим процессом.
Технологию сборки машины разрабатывают раньше, чем технологию изготовления детали. Такой порядок позволяет проследить собираемость изделия, оценить выполнение изделием служебного назначения, выявить ошибки конструктора и своевременно внести изменения улучшающие технологичность изделия и изготовление его деталей. Решение о выборе принципиальных направлений проектирования технологии сборки изделия, зависит от объема выпуска, типа производства и вида сборки.
После изучения сборочного чертежа и точностного анализа конструкции устанавливают порядок комплектования узлов и деталей в процессе сборки и составляют схемы сборки. Разбивка изделия на сборочные единицы – основная работа при проектировании технологического процесса сборки. При выполнении этой работы надо пользоваться следующими принципами:
Сборочная единица не должна быть слишком большой по габаритным размерам и массе или состоять из значительного количества деталей и сопряжений.
Если в процессе сборки требуется проведение испытаний, обкатка, специальная слесарная пригонка сборочных единиц то они должны быть выделены в особую операцию.
Сборочные единицы при монтировании ее в машине не должна подвергаться какой-либо разборке, а если этого избежать нельзя, то соответствующие разборочные работы надо предусмотреть в технологии.
Большинство деталей машины, исключая ее базовые детали, а также детали крепления резьбовых соединений должны войти в те или иные сборочные единицы, с тем, чтобы сократить количество отдельных деталей подаваемых непосредственно на общую сборку.
Трудоемкость сборки должна быть одинаковой для большинства сборочных единиц.
1.3 Служебное назначение узла
Под служебным назначением машины понимается максимально уточненная и четко сформулированная задача, для решения которой предназначается машина.
Корпус редуктора должен обеспечивать защиту рабочих поверхностей червячной передачи от инородных частиц окружающей среды, предохранять от выплескивания масла в окружающую среду при работе редуктора, поглощать большую часть тепла при температуре масляной ванны до 700С, гасить возникшие колебания от передачи крутящего момента с электродвигателя на вал червяка.
В зависимости от служебного назначения все поверхности детали по ГОСТ 21495 – 76 подразделяются на основные, вспомогательные, исполнительные и свободные.
Для выполнения служебного назначения корпуса редуктора необходимо, чтобы минимальная величина замыкающего звена размерной цепи – зазора А0 была равна 0,05 мм, а максимальная 0,5 мм. Исходя из поставленной задачи, устанавливаем номинальное значение и величину допуска ТА0 замыкающего звена.
Верхнее Еs(А0) и нижнее Еi(А0) предельные отклонения замыкающего звена соответственно равны: Еs(А0) = 0,5 мм; Еi(А0) = 0,05 мм.
Тогда ТА0 = Еs(А0) - Еi(А0) = 0,45 мм.
Следовательно, А0 = 0+0,45 мм.
Рассчитываем номинальные размеры всех составляющих звеньев.
Звенья А2 и А3 являются увеличивающими, а А1, А4, А5 – уменьшающими. Алгебраическая сумма номинальных размеров составляющих звеньев должна быть равна номинальному размеру замыкающего звена: А0 = 0.
0 = (22 + 114) – (65 + 29 + 42).
Рассчитываем среднюю величину допуска составляющего звена по формуле:
Тi ср = ТА0 / m, (1.1)
где ТА0 – допуск замыкающего звена,
m – количество звеньев цепи.
Тi ср = 0,45/5 = 0,5 мм.
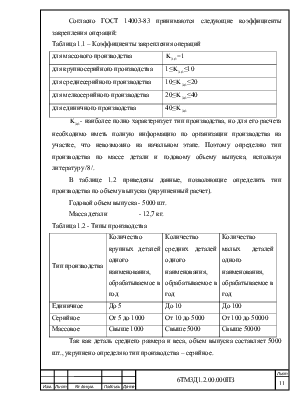
1.4 Определение типа производства
Тип производства – это производство, выделяемое по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий. Производство бывает: единичное, серийное, массовое.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.