Чертеж исходной заготовки отличается от чертежа готовой детали, прежде всего тем, что на всех обрабатываемых поверхностях предусматриваются припуски, изменяющие размеры, а иногда и форму заготовки. Различают промежуточные и общие припуски.
Определение размеров заготовки связано с установлением предельных промежуточных и исходных их размеров. Правильный расчет размеров заготовки – основная задача при разработке технологического процесса, так как от этого зависит расход металла, себестоимость, качество и долговечность детали. Эти размеры необходимы также для конструирования модели, приспособлений, специальных режущих и измерительных инструментов, а также для настройки металлорежущих станков.
Расчет припусков выполняю расчетно-аналитическим способом. Результаты расчета представлены в таблице 1.7
Таблица 1.7 – Расчет припусков
|
Технологичес-кие переходы обработки поверхностей |
Элементы припуска в мкм |
Допуск мкм |
Предельные размеры в мм |
Предельные значения припусков |
|||||
|
Rz |
T |
p |
Ey |
max |
min |
max |
Min |
||
|
Отв. Æ72Н7 |
Вид поверхности – окружность внутренняя |
||||||||
|
Заготовка (16 квалитет) |
300 |
300 |
390 |
0 |
1900 |
67,68 |
69,522 |
0 |
0 |
|
Черновой (13 квалитет) |
80 |
80 |
20 |
120 |
460 |
71,56 |
71,108 |
3456 |
2016 |
|
Чистовой (10 квалитет) |
25 |
25 |
0 |
6 |
120 |
71,93 |
71,810 |
702 |
362 |
|
Тонкое (7 квалитет) |
5 |
0 |
0 |
0 |
30 |
72,030 |
72,000 |
190 |
100 |
![]() (1.6)
(1.6)
где ![]() - пространственное
отклонение заготовки, мм;
- пространственное
отклонение заготовки, мм;
![]() -
отклонение плоской поверхности отливки от плоскостности;
-
отклонение плоской поверхности отливки от плоскостности;
![]() -
смещение стержня в горизонтальной или вертикальной плоскости, равно допуску на
наибольший размер от оси отверстия до технологической базы.
-
смещение стержня в горизонтальной или вертикальной плоскости, равно допуску на
наибольший размер от оси отверстия до технологической базы.
 (1.7)
(1.7)
где DБ и DГ – допуски на размеры 188 и 60 мм.
Остаточное пространственное отклонение после
чернового растачивания ![]() . Погрешность
установки E = 120 мкм из /литературы 7, с. 43,
таблица 14/. Остаточная погрешность установки при черновом растачивании
. Погрешность
установки E = 120 мкм из /литературы 7, с. 43,
таблица 14/. Остаточная погрешность установки при черновом растачивании ![]() .
.
![]() =0, так как черновое и
чистовое растачивание производится в одной установке.
=0, так как черновое и
чистовое растачивание производится в одной установке. ![]()
Уточняю припуски на обработку
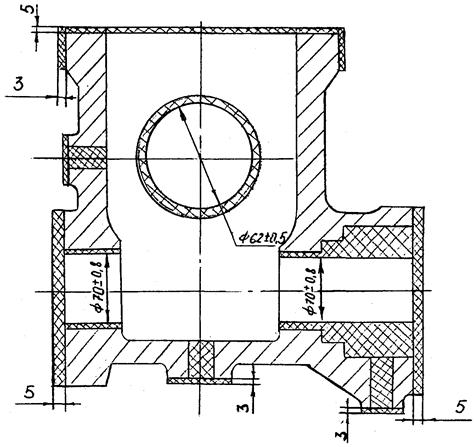
Рисунок 1.3 – Эскиз заготовки
Исходя из особенностей станка ИР500ПМФ4 на данном станке, исключена совмещенная обработка нескольких поверхностей одновременно. Для обработки нескольких соосных поверхностей приходится использовать один и тот же тип инструмента (то есть, чтобы просверлить 6 отв. Æ6,7 мм приходится делать шесть переходов, по числу обрабатываемых поверхностей). Многоинструментальная обработка так же не может находить применение, так как сложные контуры обрабатываемых поверхностей и различные технические требования, предъявляемые к ним, требуют обработки данных поверхностей различным инструментом и на различных режимах резания. Так если для получения отверстия Æ114 мм с шероховатостью Rz 80 достаточно одного перехода, то для получения отверстия Æ80Н7 с шероховатостью Ra – 1.25 требуется при переходе, так как поверхность является ответственной для данной поверхности. Порядок обработки данной поверхности выбираю в зависимости от требования, предъявляемым на «последнем» переходе. Вначале провожу черновое растачивание и снимаю около 60% припуска на данную поверхность. Затем провожу получистое растачивание уже с меньшей глубиной резания и более точными режимами резания. Окончательную обработку поверхности до Æ72Н7 выполняю в конце обработки заготовки, чтобы исключить влияние случайных факторов на выходные параметры. Обработка детали ведется с использованием следующего режущего инструмента: фрезы (торцевые, концевые), расточные оправки, сверла, зенкеры, метчики.
Весь используемый инструмент обеспечивает получение заданных параметров по чертежу. Используемый инструмент при обработке отвечает требованиям ГОСТ и ОСТ. Вся деталь обрабатывается за три установа, так как есть конструкторские особенности, то возможно применение нестандартного режущего инструмента.
Данный вопрос не полностью рассмотрен конструктором в процессе изготовления чертежа. Так при обработке и обеспечении требования точности 90мм (см. рис. 1.10) по принципу постоянства баз, технологический размер не совпадает с конструкторским и на данной операции возникает погрешность базирования, что влияет на требования к взаимному расположению поверхностей. При определении допусков на данный технологический размер, пользуюсь расчетом по методу полной взаимозаменяемости.
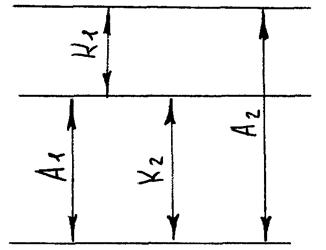
Ai – технологический размер;
Кi – конструкторский размер.
Рисунок 1.4 – Размерная цепь
Размер А1 совпадает с конструкторским К2. Размер А2 не совпадает с конструкторским К1, поэтому надо принять исходным (замыкающим) размер К1, как несовпадающий с технологическим.
Чтобы правильно рассчитать технологические размеры нужно ужесточить допуск на размер А2.
 (1.8)
(1.8)
где ![]() -
средний допуск, мм.;
-
средний допуск, мм.;
![]() -
допуск на замыкающее звено, мм.;
-
допуск на замыкающее звено, мм.;
![]() -
общее число звеньев цепи, шт.
-
общее число звеньев цепи, шт.
![]()
![]()
Таким образом ![]()
Проверка
Расчет
произведен правильно, технологический размер ![]() .
.
2.10 Выбор оборудования
Для обработки детали – корпус червячного редуктора необходимо выбрать оборудование, обеспечивающие получение заданных чертежом требований. При выборе оборудования учитываю: объем выпуска деталей по заданию, тип производства, размеры детали, размеры и расположение обрабатываемых поверхностей, требования к точности, шероховатости поверхности и экономичности обработки, простота обслуживания, рабочая зона станка должна соответствовать габаритам обрабатываемой детали, мощность и жесткость должны позволять вести работу на оптимальных режимах резания, производительность станка должна соответствовать заданному объему выпуска изделий.
Для получения базовых поверхностей на первой операции по габаритам, габаритам, мощности и другим характеристикам подходит станок фрезерной группы вертикально-фрезерный станок 2254ВМФ4.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.