Размеры бывают линейные и угловые. Линейные размеры в свою очередь делятся на охватывающие, охватываемые и остальные. Порядок измерения показателей точности следующий: сначала измеряются микронеровности (шероховатость), микронеровности, отклонения от требуемого положения, поворота и, наконец, точности расстояния. Для оценки точности размеров стандартом устанавливаются квалитеты. Квалитет – уровень точности. Квалитетов 20 и чем больше значение квалитета, тем грубее размер. Точность положений поверхностей и точность формы поверхностей нормируется степенями точности. Шероховатость нормируется четырнадцатью классами шероховатости.
Полный анализ точности размеров, расположения поверхностей, то чности формы и шероховатости сводится в таблицу:
Таблица 1.3 – Анализ размеров чертежа
|
Охватывающие |
1 |
Вид размера |
|||||||||||||
|
144Н14 |
Æ11Н14 |
Æ24Н14 |
Æ65Н14 |
Æ73Н14 |
Æ72+0,03 |
Æ75Н9 |
Æ112Н14 |
Æ110Н9 |
Æ120Н14 |
Æ180Н9 |
Æ190Н14 |
2 |
Размер в чертеже |
||
|
Н14 |
Н14 |
Н14 |
Н14 |
Н14 |
+0,03 |
+0,074 |
Н14 |
+0,081 |
Н14 |
+0,1 |
Н14 |
3 |
По чертежу, Мм |
Допуск размера, Т |
|
|
1000 |
430 |
520 |
740 |
740 |
30 |
74 |
870 |
87 |
870 |
115 |
1150 |
4 |
мкм |
По стандару |
|
|
1 |
0,43 |
0,52 |
0,74 |
0,74 |
0,03 |
0,074 |
0,87 |
0,087 |
0,87 |
0,115 |
1,15 |
5 |
мм |
||
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
¾ |
+ |
¾ |
+ |
6 |
Соответствие |
||
|
0,6 |
0,25 |
0,3 |
0,4 |
0,4 |
0,018 |
0,044 |
0,5 |
0,052 |
0,5 |
0,06 |
0,6 |
7 |
Допуск Расположения, мм |
||
|
+1 |
+0,43 |
+0,52 |
+0,74 |
+0,74 |
+0,03 |
+0,074 |
+0,87 |
+0,087 |
+0,87 |
+0,115 |
+1,15 |
8 |
Верхнее отклонение, мм |
||
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
9 |
Нижнее отклонение, мм |
||
|
144 Н14(+1) |
Æ11 Н14(+0,43) |
Æ24 Н14(+0,52) |
Æ65 Н14(+0,74) |
Æ73 Н14(+0,74) |
Æ72 Н7(+0,03) |
Æ75 Н9(+0,074) |
Æ112 Н14(+0,87) |
Æ110 Н9(+0,087) |
Æ120 Н14(+0,87) |
Æ180 Н9(+0,115) |
Æ190 Н14(+1,15) |
10 |
Полная запись размера |
||
|
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
11 |
Смешанная связь |
||
|
¾ |
¾ |
¾ |
¾ |
¾ |
+ |
+ |
¾ |
+ |
¾ |
+ |
¾ |
12 |
Трудноисполнимые размеры |
||
|
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
¾ |
+ |
¾ |
13 |
Трудноконтроли – руемые размеры |
||
|
¾ |
h14 |
10 |
10 |
10 |
2,5 |
2,5 |
10 |
2,5 |
10 |
2,5 |
¾ |
14 |
Шероховатость, Ra, мкм |
||
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
15 |
Соответствие точности |
||
|
Прочие |
1 |
||||||||
|
35 IT14/2 |
125 IT14/2 |
188 IT14/2 |
78 IT14/2 |
72 IT14/2 |
100±0.055 |
Æ90 IT14/2 |
Æ104 IT14/2 |
Æ200 IT14/2 |
2 |
|
IT14/2 |
IT14/2 |
IT14/2 |
IT14/2 |
IT14/2 |
±0.055 |
IT14/2 |
IT14/2 |
IT14/2 |
3 |
|
620 |
1000 |
1150 |
740 |
740 |
110 |
870 |
1000 |
1150 |
4 |
|
0,62 |
1 |
1,15 |
0,74 |
0,74 |
0,11 |
0,87 |
1 |
1,15 |
5 |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
6 |
|
0,37 |
0,6 |
0,7 |
0,4 |
0,4 |
0,066 |
0,5 |
0,6 |
0,7 |
7 |
|
+0,31 |
+0,5 |
+0,575 |
+0,37 |
+0,37 |
+0,055 |
+0,435 |
+0,5 |
+0,575 |
8 |
|
-0,31 |
-0,5 |
-0,575 |
-0,37 |
-0,37 |
-0,055 |
-0,435 |
-0,5 |
-0,575 |
9 |
|
35 ±0,31 |
125 ±0,5 |
188 ±0,575 |
78 ±0,37 |
72 ±0,37 |
100±0.055 |
Æ90 ±0,435 |
Æ104 ±0,5 |
Æ200 ±0,575 |
10 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
11 |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
12 |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
13 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
14 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
15 |
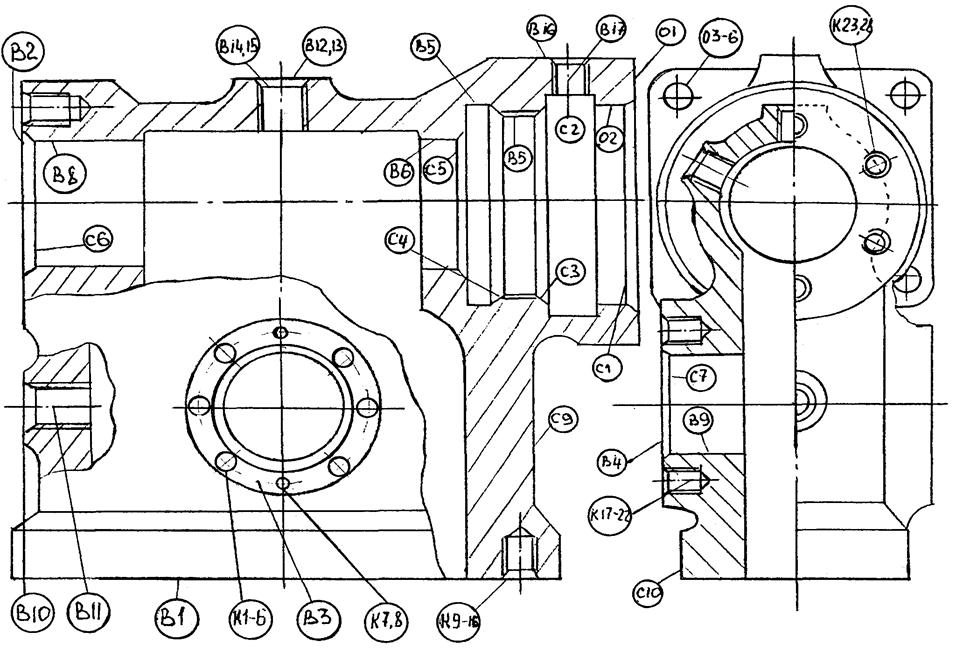
Рисунок 1.1 – Служебные поверхности детали
О – основные поверхности детали;
В – вспомогательные поверхности;
К – крепежная поверхность;
С – свободная поверхность.
Для ориентации детали в изделии достаточно двух отверстий из четырех (03-6). Два остальных являются дублирующими.
Служебное назначение корпуса – обеспечение взаимного сопряжения
- деталей редуктора с удовлетворением следующим требованиям:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.