- осевой люфт червяка и червячного колеса не более 0,065 мм;
- пятно контакта по длине 65%, по высоте – 60%;
- перенос поверхности Б относительно оси поверхности В не более 0,035 мм;
- боковой зазор 0,13 мм.
Корпус редуктора должен обеспечивать защиту рабочих поверхностей червячной передачи от инородных частиц окружающей среды, предохранять от выплескивания масла в окружающую среду при работе редуктора, поглощать большую часть тепла при температуре масляной ванны до 700С, гасить возникшие колебания от передачи крутящего момента с электродвигателя на вал червяка, иметь надлежащий вид для этого нерабочие наружные поверх- ности покрыть – грунт 83.ОСТВ5.9925-83. I слой. Эмаль ПФ-218ХС зелено-желтого цвета ГОСТ – 21227. 3 слоя: внутренних – маслостойкая эмаль ФЛ-61 ТУБ-10-778-76, 3 слоя.
2.3 Анализ технологичности конструкции детали
Анализ технологичности провожу с использованием четырех основных показателей. Результаты в таблице 1.2.
Таблица 1.4 – Анализ технологичности конструкции
|
Наименование показателя |
Формула |
Результат |
|
1. Коэффициент унификации конструктивных элементов |
где |
|
|
2. Коэффициент использования материала |
где |
|
|
3. Коэффициент точности |
где Аср- средний квалитет размеров; Аni – квалитет ni размеров; ni - сумма всех размеров. |
|
|
4. Коэффициент шероховатости |
где Бi - шероховатость ni поверхности; ∑ni – общее количество поверхностей. |
|
2.4 Выбор исходной заготовки
Исходя из экономических соображений, основой для расчетов выбираем два способа литья:
1. Литье в кокиль
2. Литье в песчаные формы
Исходные данные:
|
Материал детали Масса детали Годовая программа Производство |
сталь 25Л 12,7 кг. 5000 шт. серийное |
Требования, предъявляемые к заготовкам по ГОСТ 26645-85. Расчет произвожу, используя литературу /4/.
Результаты расчетов и исходные данные свожу в таблицу 1.5.
Таблица 1.5 – Варианты изготовления заготовок
|
Наименование показателей |
1-й вариант |
2-ой вариант |
|
Вид заготовки |
В кокиль |
В песчаные формы |
|
Стоимость 1т. металла, р. |
16150 |
16150 |
|
Стоимость 1т. стружки, р. |
3000 |
3000 |
|
Стоимость 1т. заготовок, р. |
16775,0 |
16595,7 |
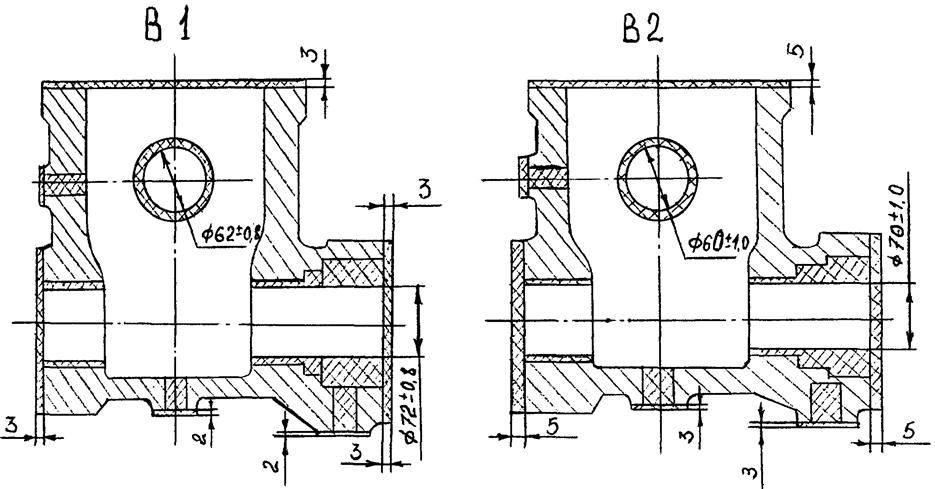
Рисунок 1.2 – Эскизы заготовок
![]() (1.5)
(1.5)
где ![]() -
базовая стоимость одной заготовки, р.;
-
базовая стоимость одной заготовки, р.;
![]() -
вес заготовки, кг.;
-
вес заготовки, кг.;
![]() -
цена 1 кг, р.;
-
цена 1 кг, р.;
![]() -
коэффициент для отливок II
класса 1,04 (песчаные формы), 1,25 (литьё в кокиль).
-
коэффициент для отливок II
класса 1,04 (песчаные формы), 1,25 (литьё в кокиль).
![]()
![]()
По стоимости изготовления более дешевле изготовление заготовок в песчаных формах.
Несмотря на то, что припуски получаются больше, чем при литье в кокиль, зато дешевле изготовление формы, так как кокиль дороже, чем затраты на производство песчаных форм.
К тому же литье в кокиль чаще используют в массовом производстве, а для серийного производства оптимальным вариантом является использование песчаных форм: они обеспечивают 2 класса точности отливок, получаются ручной формовкой в песчаные формы, а также машинной
формовкой по координатным плитам. Этот способ оптимален для изготовления отливок любой сложности. Поэтому для изготовления заготовок типа – червячный редуктор, используют отливки в песчаные формы.
Цель данного вопроса – провести отбор поверхностей заготовки в качестве технологических баз для каждой обрабатываемой поверхности (смотри таблицу 1.8).
Таблица 1.6 – Технологические базы
|
Поверхности |
Установочная база |
Направляющая база |
Опорная база |
|
1 |
2 |
3 |
4 |
|
В1 |
01 (черновая) |
В3 (черновая) |
В16 (черновая) |
|
С9 |
01 (черновая) |
В3 (черновая) |
В16 (черновая) |
|
С10 |
01 (черновая) |
В3 (черновая) |
В16 (черновая) |
|
В9 |
В1 |
С10 |
С9 |
|
В3 |
В1 |
С10 |
С9 |
|
В2 |
В1 |
С10 |
С9 |
|
В8 |
В1 |
С10 |
С9 |
|
В10 |
В1 |
С10 |
С9 |
|
В11 |
В1 |
С10 |
С9 |
|
В4 |
В1 |
С10 |
С9 |
|
01 |
В1 |
С10 |
С9 |
|
02 |
В1 |
С10 |
С9 |
|
С2 |
В1 |
С10 |
С9 |
|
В5 |
В1 |
С10 |
С9 |
|
С4 |
В1 |
С10 |
С9 |
|
В6 |
В1 |
С10 |
С9 |
|
В7 |
В1 |
С10 |
С9 |
|
С5 |
В1 |
С10 |
С9 |
|
С3 |
В1 |
С10 |
С9 |
|
С1 |
В1 |
С10 |
С9 |
|
С6 |
В1 |
С10 |
С9 |
|
С8 |
В1 |
С10 |
С9 |
|
С7 |
В1 |
С10 |
С9 |
|
В12 |
01 |
02 |
С10 |
|
В13 |
01 |
02 |
С10 |
|
В14 |
01 |
02 |
С10 |
|
В15 |
01 |
02 |
С10 |
|
В16 |
01 |
02 |
С10 |
|
В17 |
01 |
02 |
С10 |
|
К1-16 |
01 |
02 |
С10 |
|
К17-28 |
В1 |
С10 |
С9 |
|
03-06 |
В1 |
С10 |
С9 |
Исходя из анализа маршрута обработки, можно выделить следующие поверхности, которые возможно использовать в качестве баз.
|
Установочная |
01(и); 01; В1. |
|
Направляющая |
В3(и); С10; 02. |
|
Опорная |
В16(и); С9; С10. |
2.6 Расчет припусков и межпереходных размеров
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.