 об/мин.
об/мин.
Сила резания
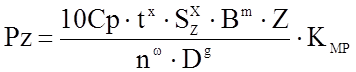
где t – глубина резания, мм;
Sz – подача на один зуб;
B – ширина фрезерования, мм;
Z – число зубьев фрезы, шт;
n – частота вращения фрезы
Cp=825; U=1.1; g=1.3; x=1.0 y=0.75 ω=0.2

Минутная подача
![]() мм/мин
мм/мин
Крутящий момент
 Н
Н
Мощность резания
 кВт
кВт
Т.к. Nст=18 кВт > N2=8,5 кВт, то обработка на данных режимах возможна.
Растачивание поверхности В8
t=1.5 мм; сечение резца, мм 16х16; Материал – Т5К10.
Скорость резания, м/мин
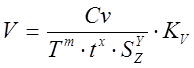
где ![]() ;
; ![]() g=0.2; x=0.15; y=0.2; T=60мин
g=0.2; x=0.15; y=0.2; T=60мин
 м/мин
м/мин
Частота вращения
где V – скорость резания;
![]() -
3,14;
-
3,14;
D – 70мм.
 об/мин-1.
об/мин-1.
Сила резания
![]()
где Cp=300; m=-0,15; Kp=1.0; x=1.0 y=0.75 ω=0.2
![]() Н·м
Н·м
Мощность резания
 кВт
кВт
Расчет режимов резания для сверления отверстия Æ10,2мм в таблице 1.13.
Таблица 1.13 – Расчет режимов резания. Сверление
|
Результат расчета |
||
|
Марка обрабатываемого материала Марка инструментального материала Модель станка Диаметр обрабатываемого отверстия Стойкость |
мм мин |
сталь 25 сталь Р6Ь5 ИР500ПМФ4 p=10.2 T=25 |
|
Глубина резания Подача Частота вращения Частота вращения фактическая Скорость резания Скорость резания фактическая Осевая сила резания Крутящий момент Мощность резания, Nрез=Mкр*n/9750 |
мм мм/об об/мин об/мин м/мин м/мин Н Н*м кВт |
t=5.1 s=0.15 n=1096.318 nфакт=1096,318 V=35.13065 Vфакт=35.13065 Po=1838.116 Mкр=7.868509 Nрез=0.8847576 |
Режимы для обработки остальных поверхностей назначаю с помощью литературы 9.
1.22 Нормирование операций
Расчет провожу с использованием литературы 7, Т1, стр.603.
Штучное время обработки детали
![]()
где ![]() -
основное время на операцию, мин.
-
основное время на операцию, мин.
 ;
;
![]() - вспомогательное время,
включающее время
- вспомогательное время,
включающее время ![]() - на установку и снятие
заготовки и вспомогательное время
- на установку и снятие
заготовки и вспомогательное время ![]() , связанное с
выполнением вспомогательных ходов и перемещений при обработке поверхности, мин;
, связанное с
выполнением вспомогательных ходов и перемещений при обработке поверхности, мин;
![]() -
время обслуживания рабочего места, мин
-
время обслуживания рабочего места, мин ![]()
![]() -
время на личные потребности рабочего, мин;
-
время на личные потребности рабочего, мин;
![]() назначается
в процентах от
назначается
в процентах от ![]() , мин;
, мин; ![]()
![]()
L – длина обрабатываемой поверхности, мм;
l – длина врезания и перебега инструмента, мм;
i – число рабочих ходов;
Sm – минутная подача;
n – частота вращения заготовки или инструмента;
S – подача на один оборот, мм/об.
Машинно-вспомогательное
время ![]() включает комплекс приемов, связанных
с позиционированием, ускоренным перемещением, рабочих органов станка, подводом
инструмента в зону обработки.
включает комплекс приемов, связанных
с позиционированием, ускоренным перемещением, рабочих органов станка, подводом
инструмента в зону обработки.
![]() для
станков ИР500ПМФ4 равен времени смены пакета-спутника.
для
станков ИР500ПМФ4 равен времени смены пакета-спутника.
![]() включает
в себя работы по организационному обслуживанию рабочего места: осмотр и
получение инструмента, смазывание и чистка станков в уборка станка и рабочего
места по окончании работы, регулировка и коррекция инструмента.
включает
в себя работы по организационному обслуживанию рабочего места: осмотр и
получение инструмента, смазывание и чистка станков в уборка станка и рабочего
места по окончании работы, регулировка и коррекция инструмента.
Штучно-калькуляционное время
где ![]() - подготовительно-заключительное
время на партию, мин;
- подготовительно-заключительное
время на партию, мин;
![]() - размер партии деталей, запускаемых
в производство
- размер партии деталей, запускаемых
в производство
 , где
, где
P’ – годовой выпуск деталей, шт;
Sn – число запусков в год.
В условиях серийного производства Sn=4; 6; 12 и 24. Выбираю Sn=24.
 шт.
шт.
![]()
где ![]() =12 мин для всех станков с ЧПУ
=12 мин для всех станков с ЧПУ
![]() -
время, учитывающие дополнительные работы;
-
время, учитывающие дополнительные работы;
![]() - время на пробную обработку, для
станков типа «обрабатывающий центр» это время включено в нормативы на
техническое обслуживание станка.
- время на пробную обработку, для
станков типа «обрабатывающий центр» это время включено в нормативы на
техническое обслуживание станка.
Нормы времени на операцию многоцелевого станка 2254ВМФ4.
Таблица 1.14 - Нормирование
|
Переход |
Формула |
t0 |
tB |
tABC+tn |
Tшт |
Тшт-к |
|
Фрезерование L=200; l=46; Sz=180 |
|
2.4 |
||||
|
Фрезерование L=92; l=46; Sz=220 |
|
1.3 |
||||
|
Фрезерование |
|
1.4 |
||||
|
Итого: |
5,11 |
4,15 |
1,4 |
10,66 |
20,7 |
![]() =16,5 мин;
=16,5 мин;
![]() 14,7 мин;
14,7 мин;
![]() =10 мин;
=10 мин;
Фмин – планируемые потери времени.
![]()
Нормы времени на операцию станка ИР500ПМФ4
Таблица 1.15
|
Переход |
Формула |
t0 |
tB |
tABC+tn |
Tшт |
Тшт-к |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Фрезерование L=124; l=126; Sz=256 |
|
1 |
||||
|
Фрезерование L=30; l=36; Sz=220 |
|
0,3 |
||||
|
Растачивание L=35; l=5; n=600; S=1 |
|
1 |
||||
|
Растачивание L=15; l=6; n=350; S=0,1 |
|
0,6 |
||||
|
Растачивание L=54; l=12; n=660; S=0,1 |
|
1,2 |
||||
|
Растачивание L=22; l=6; n=400; S=0,1 |
|
0,7 |
||||
|
Растачивание L=30; l=6; n=200; i=4 |
|
7,2 |
||||
|
Растачивание L=26; l=0; n=215; i=3 |
|
3,6 |
||||
|
Сверление 6 отв М8 L=16; l=4; n=500; S=0,15 |
|
3 |
||||
|
Сверление М14х1,5 L=22; l=6; n=400; S=0,1 |
|
0,6 |
||||
|
Снятие фасок L=12,8; l=4; n=400; S=0,1 |
|
2 |
||||
|
Нарезание резьбы М12 L=12,8; l=4; n=20; S=1,75 |
|
4,2 |
Продолжение таблицы 1.11
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Нарезание резьбы М100х2 L=100; l=22; n=80; S=2 |
|
2,2 |
||||
|
Нарезание резьбы М14х1,5 L=15; l=5; n=20; S=1,5 |
|
1,35 |
||||
|
Итого: |
110,25 |
25 |
20,3 |
155,6 |
174,9 |
![]()
![]() =
4 мин – на смену 2-х полет
=
4 мин – на смену 2-х полет
![]() = 21мин, где
= 21мин, где
3 мин – на повороты стола (90-1800);
15 мин – на смену инструмента (37 смен);
3 мин – подвод(отвод) инструмента (в зону обработки).
15 мин – планируемые потери.
Штучно-калькуляционное время обработки детали:
![]()
![]() мин
мин
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.