Анализ технологичности определяется классификационной характеристикой детали. Например, для корпусных деталей следует проанализировать следующие вопросы:
а) допускает ли конструкция обработку плоскостей на проход и что мешает выполнению такой операции;
б) есть ли свободный доступ инструмента к обрабатываемым поверхностям;
в) есть ли глухие отверстия и можно ли их заменить сквозными;
г) можно ли заменить плоскости, расположенные под произвольными углами, плоскостями, расположенными параллельно или перпендикулярно друг другу;
д) позволяет ли форма отверстий растачивать их на проход с одной стороны или нужна обработка с двух сторон;
е) насколько прост способ получения заготовки (отливки) и правильно ли выбраны элементы конструкции, обусловливающие получение заготовки и т.п.
Для деталей типа “валов” можно рекомендовать следующие вопросы для анализа их технологичности:
а) можно ли обрабатывать все цилиндрические поверхности проходными резцами или требуется замена их на упорные;
б) убывает ли к обоим торцам детали диаметральные размеры шеек вала и можно ли этого избежать, чтобы не перестанавливать деталь в центрах;
в) можно ли заменить закрытые шпоночные канавки открытыми, которые обрабатываются значительно произвольнее дисковыми фрезами;
г) имеют ли поперечные канавки форму и размеры, соответствующие требованиям ГОСТа, что позволяет использовать стандартные резцы;
д) допускает ли жесткость вала получение высокой точности обработки (жесткость вала считается недостаточной, если для получения точности 6 – 9 квалитетов соотношение l/d >4) и т.д.
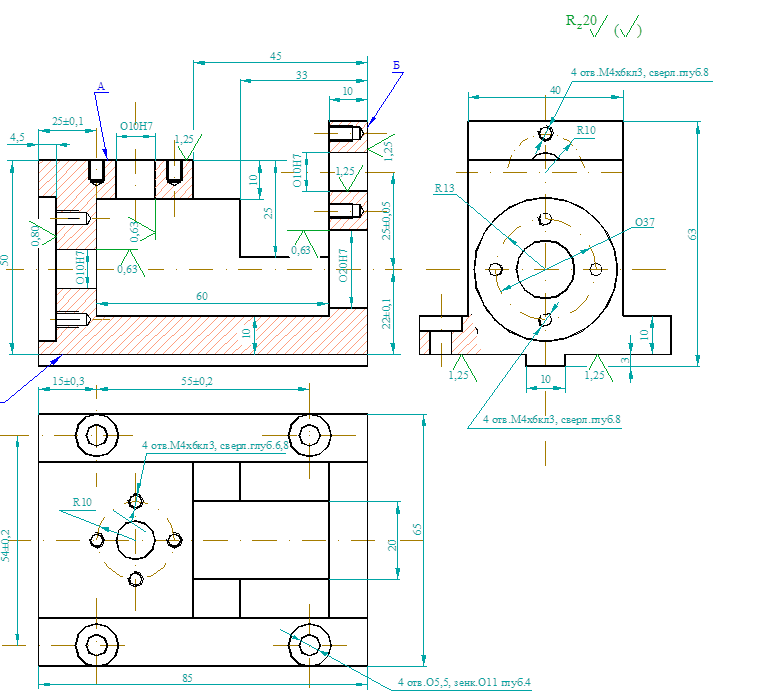
Рис.2. Рабочий чертеж детали “Корпус” до технологической проработки;
материал – алюминиевый сплав АМг6.
При рассмотрении технологичности деталей, подвергающихся термической обработке, следует анализировать изменение поперечного сечения детали при переходе с одной поверхности на другую, а также симметричность расположения элементов поперечного сечения. Значительные отклонения этих параметров могут привести к поводкам и короблению детали.
Ниже рассмотрен пример анализа технологичности корпусной детали, заканчивающийся предложениями по изменению конструктивного исполнения ее элементов.
Пример 2. Провести технологический анализ чертежа детали на рис.2 и дать предложения по улучшению ее технологичности.
Технологический анализ конструктивных элементов показывает, что в чертеже детали имеются ошибки, которые подлежат обязательному исправлению. Для исправления этих ошибок, а также в порядке улучшения технологичности данной детали, могут быть сделаны следующие замечания и предложения:
1. Из чертежа следует, что все поверхности детали
должны быть обработаны режущим инструментом. Об этом говорит надись о
шероховатости поверхности в правом верхнем углу поля чертежа. Однако обработать
внутреннюю поверхность корпуса режущим инструментом невозможно. Обработка
внутренних плоскостей и стенок в корпусах может осуществляться концевыми и
торцевыми фрезами. В связи с наличием хвостовиков у этих инструментов ввести во
внутреннюю полость изображенной детали невозможно, Если общую конфигурацию и
компоновку детали менять нежелательно (например, делать ее сборной), то при
разработке чертежа необходимо предусматривать получение заготовки литьем,
причем стенки внутренней полости резанием не обрабатывать. Для этого на
необрабатываемые резанием поверхности следует ставить обозначение шероховатости
![]() .
.
2. Аналогичной ошибкой в чертеже следует считать изображение группы глухих отверстий с резьбой М4 на глубину 6 мм, которые необходимо выполнить с внутренней стороны правой вертикальной стенки. Подвод сверла, закрепленного в шпинделе станка к месту обработки, невозможен, и поэтому необходимо эти отверстия выполнять сквозными и сверлить их с внешней стороны.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.