
![]()
![]()
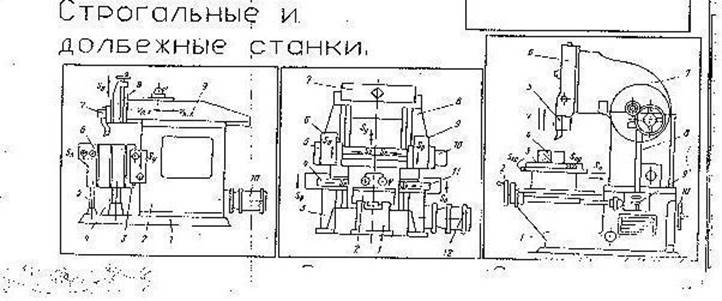
Долбежные и строгальные станки.
![]()
![]()
![]() V s
V s
Поперечно-строгальный – (шеленг) - движется инструмент (резец) – закрепляется в резцедержателе 7 и движется возвратно-поступательно ползуном 9. 10 – электродвигатель (вращательное движение кривошипно-шатунным механизмом)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
10 Двигатель вращает диск.
Заготовка закрепляется на столе 6, который может перемещаться в горизонтальной и вертикальной плоскости.
![]() Продольно-строгальные
станки.
Продольно-строгальные
станки.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Сверлильные и расточные станки.
Кинематика станков.
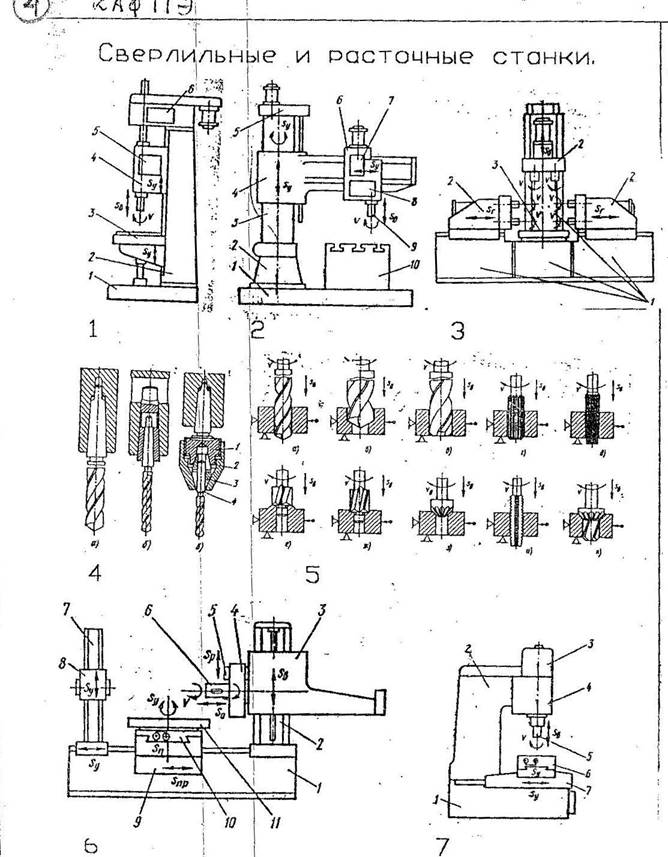
Главное движение - вращение инструмента.
![]() Поступательное
движение -
Поступательное
движение -
Для обработки отверстий.
1.Вертикально-сверлильный станок.
На основании 1-колонна 2, по направляющим которой перемещается шпиндельная головка 4 и стол 3.
Инструмент закрепляется в шпинделе и получает вращение от коробки скоростей 6.
Для движения подачи шпиндель перемещается с гильзой при помощи коробки подач 5. Совмещение заготовки с осью шпинделя осуществляется ручным перемещением по плоскости стола 3. Для обработки крупногабаритных деталей совмещение инструмента и заготовки производится путем перемещения инструмента. рис.2
Такие станки – радиально сверлильные. Шпиндельная головка устанавливается на направляющей траверсы 4 и может перемещаться вдоль нее. Траверса 4 установлена на колонне 3 и может вращаться вокруг ее оси.
В массовом производстве используют агрегатные станки, обрабатывающие заготовку с 3-4 сторон.
Рис.4
Сверло закрепляется в патроне 8, который имеет 3 кулачка, сжимающиеся конусом2 при его движении вверх по винту 1.
+ - универсальные патроны закрепляют сверло.
- - трение неточное и с недостаточной силой.
Для точного крепления используют конус Морзе, обладающий свойством самоторможения.
Рис.5
А) сверление отверстия в монолитном материале
Б) рассверливание
В) зенкерование (10 квалитетов точности)
Г) развертывание
Е-Ж) торцевой зенкер
З) коническая зенковка (фаски в отверстиях и нарезание резьбы)
К) комбинированная зенковка.
Сверлильные станки не позволяют обеспечить высокую координацию отверстий. Для обработки таких деталей – расточные станки
Горизонтально-расточные станки
Инструмент закрепляется на шпиндельной головке 3, которая может перемещаться в вертикальном направлении. Станки могут иметь систему ЧПУ. На рис.7 – координированный расточной станок.
Заготовка на столе 6, двигается в горизонтальной плоскости.
Выпускаются только высокой точности и в помещениях с постоянной температурой.
Фрезерование. Обработка на фрезерных станках.
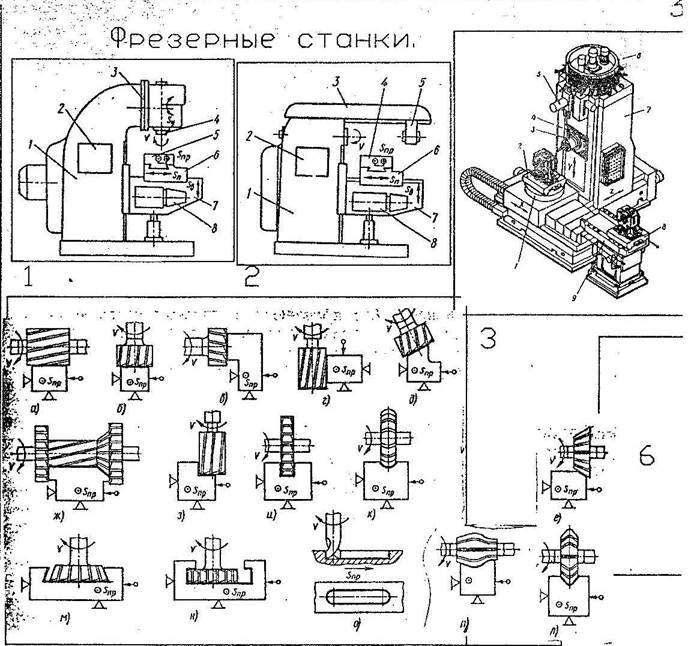
При фрезеровании главное движение – вращение инструмента, движение подачи – в любом направлении.
Твердое тело, эксцентрично закреплен резец. На фрезерных станках образуют плоские поверхности, фасонные поверхности.
![]() Производительность
по съему металла выше, чем при строгании (нет обратного холостого хода); может
быть выше скорость
Производительность
по съему металла выше, чем при строгании (нет обратного холостого хода); может
быть выше скорость
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
2 типа конструкции:
-вертикально-фрезерный станок
Инструмент закреплен в шпинделе 4, шпиндельная головка 3 которого может поворачиваться вдоль горизонтальной оси. Заготовка устанавливается на столе, который может перемещаться перпендикулярно чертежу. Стол 5 установлен на поперечном столе 6, который движется в поле чертежа. Столы размещены на консоли 7, которая может перемещаться в вертикальном направлении.
-горизонтально-фрезерный станок
Ось вращения шпинделя – горизонтальная. Фрезы закрепляются на оправке, которая по конусу Морзе входит в шпиндель, а консольный конец оправки вращается в серьге. Серьга может перемешаться по серьге по хоботу 3. Стол – также.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.