Используется для:
- Низко-нагруженных элементов
- Соединения деталей с требуемой прочностью, сварить которые нельзя (ограничение по температуре, давлению).
![]()
![]()
![]() Типы
паенных соединений
L
Типы
паенных соединений
L
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() α L/ α = δm /δпр
α L/ α = δm /δпр
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Резание
v γ
Резание
v γ
![]()
![]()
![]()
![]()
![]()
![]()
![]() α
α ![]()
![]()
![]()
![]()
![]() Режущий
клин
Режущий
клин
-10⁰<γ <15⁰ v – главное движение (поступат., вращат.)
α=3-10⁰ S – движение подачи, перпендикулярное движению резания.
 Стружка
– отведенный материал
Стружка
– отведенный материал
-1. Лента – сливная – при обработке пластичного материала
-недостатки – опасная, сложно убирать
-2. Элементная
![]()
![]()
![]()
![]() а)
- скалывания – отдельные куски «ленты»
а)
- скалывания – отдельные куски «ленты»
![]()
![]() б)
- надлома – обработка хрупких материалов
б)
- надлома – обработка хрупких материалов
Силы резания
![]() P=k*tx*sy пропорционально глубине, подаче
P=k*tx*sy пропорционально глубине, подаче
ПЛОЩАДЬ СРЕЗАЕМОГО СЛОЯ - F [мм]
Y=1
X<1 (0,7)
Теплообразование
30% - трение, 70% - разрушение
Для компенсации – СОЖ – смазывающе-охлаждающие жидкости
Вода: недостатки - нет вязкости, коррозия
Эмульсия – на основе воды с ПАВами.
Виды обработки по виду главного движения:
|
Виды обработки |
Станки |
Главное движение |
Движение подачи |
|
-точение |
Токарные |
|
Инструмента |
|
-сверление |
Сверлильные, расточные |
|
Инструмента |
|
-фрезерование |
Фрезерные |
|
|
|
-строгание |
Строгальные |
|
|
|
-долбление |
Долбежные |
|
|
|
-шлифование |
Шлифовальные |
|
|
Устройство токарного станка(рис.)
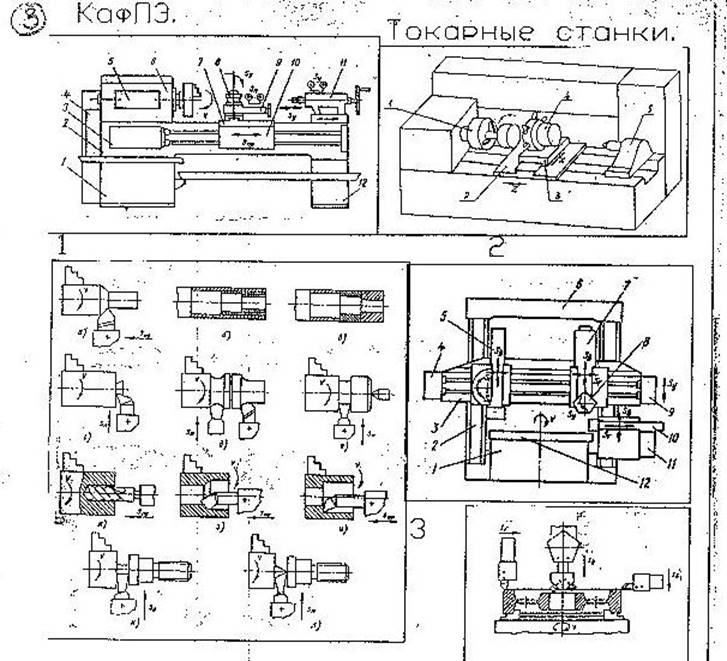
1. Передняя ножка
2. Станина
3. Коробка подач
4.
5. Коробка скоростей
6.
7. Продольный ступор
8. Резцедержатель
9. Верхний суппорт
10. Фартук
11. Задняя бабка
12. Задняя ножка – бак для СОЖ
Могут иметь ЧПУ (рис.2).
Инструмент закрепляется резцедержателем 4 и двигается по заданной программе суппортами 2,3
Для обработки деталей, имеющих малую высоту, большой диаметр, используют токарно-карусельные станки 3.
Приспособление – устройство для закрепления.
Трех-кулачковый самоукрепляющийся патрон (в токарном станке)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() l/d≤3
l/d≤3
 |
![]()
![]()
![]()
![]()
![]()


![]()
![]() d
d
l
консольное закрепление
Для эксцентричных деталей – четырех-кулачковый патрон.
![]()
![]()
![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
L
Центры могут быть неподвижны при тихоходной обработке; используют вращение центра при не тихоходных операциях.
При обработке длинных деталей используют люнеты – подвижные опоры
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.