Для закрепления заготовки на столе чаще всего используют тиски (зажим с параллельным расположением губок), либо закрепляют пластинами.
Для обработки используют фрезы различных типов:
А) фрезерование открытой горизонтальной плоскости цилиндрической фрезой
Б) /торцевой фрезой
В) фрезерование вертикальной плоскости торцевой фрезой
Г) /концевой фрезой
Д) фрезерование наклонной плоскости торцевой фрезой
Е) фасонной поверхности угловой фрезой
Ж) фрезерование набора поверхностей наборов дисковых угловых и цилиндрических фрез
З) фрезерование уступа концевой фрезой
И) фрезерование канавки (паза) дисковой трехсторонней фрезой
К) фрезерование фасонного паза фасонной фрезой
Л) фрезерование фасонной поверхности
М) фрезерование паза «ласточкин хвост» угловой фрезой
Н) фрезерование Т-образного паза
О) фрезерование шпоночного паза 2-перой концевой фрезой
П) фрезерование фасонной поверхности
Для получения фасонной поверхности используют станки с ЧПУ. В 80-х годах 20 века появились фрезерно-расточные станки с ЧПУ – обрабатывающие центры – многооперационные станки.
Позволяют обрабатывать сложные корпусные детали за 1 установ.
Станки имеют магазин с инструментом и систему его автоматической смены.
Заготовка закрепляется на столе 2(поворотном), который перемещается по координате Х. Инструмент установлен в шпиндель 3. Шпиндельная головка может перемещаться по оси У в колонне 7, которая перемещается вдоль оси Z по станине станка. Инструмент хранится в магазине 8 и может устанавливаться в шпиндель манипулятором 5. Для сокращения времени вспомогательных операций заготовка может быть установлена и закреплена на столе 8 (2) вне станка (палета). Такие станки снабжены системой CNC. Современные станки снабжены системой адаптивного управления.
Протягивание
Обработка поверхностей специальными фасонными инструментами.
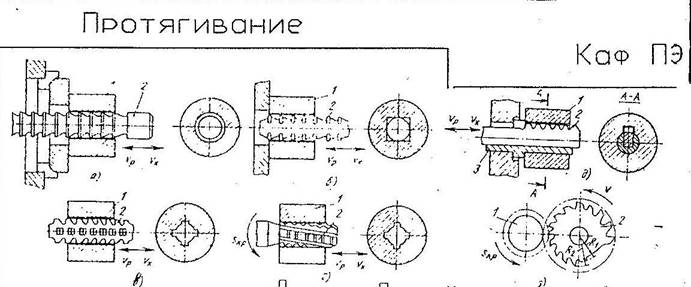
Массовое производство
+ - быстро; разные отверстия
- - дорого а) протягивание круглых отверстий б) квадратных отверстий в) шлицевого отверстия г) винтового паза (огнестрельное оружие)
д) шпоночного паза
Шлифование
Специфическая обработка, при которой используется абразивный инструмент.
![]()
![]()
![]()
![]()
![]()
![]() Зерна твердого абразивного материала.
Зерна твердого абразивного материала.
Каждое зерно будет срезать стружку (пыль)
+ - высокая производительность; точность; простота. При резании лезвийным инструментом нельзя срезать меньше 0,04 мм металла (слой должен быть больше радиуса скругления инструмента).
- - нельзя шлифовать мягкие металлы (алюминий, медь) – обволакивается колесо.
Абразивные материалы:
До 20 века использовали естественные абразивы – такие породы, которые представляют из себя мягкую связку с твердыми вкраплениями (наждак).
В 20 веке – искусственные камни.
1. Корунд – Al2O3 – естественный (рубин, сапфир)
Искусственный корунд. Твердость -1/4 алмаза.
13А,14А,15А – электрокорунд - прозрачный, разных цветов.95% Al2O3 +примеси
22А,23А,24А – 97% Al2O3 - электрокорунд белый, зерна полупрозрачные
34А,37А – 97% Al2O3 - контролируемая примесь
44А – монокорунд – 99% Al2O3 - белый
Белыми кругами шлифуют сталь.
2. Карборунд – SiC тверже корунда + - 0,33 алмаза
- - прочность ниже
Обработка хрупких материалов: чугун, неметаллические материалы.
54С,55С – карборунд черный 95%
64С,65С – карборунд зеленый 99%
Элбор – BN – кубический нитрид бора. Получают искусственно. Второй по твердости, используется для доводки режущих инструментов взамен алмаза.
Алмаз – С. Абсолютно твердый, низкая прочность. Синтетически получают – АОС, АОП.
Шлифовальные станки.
Главное движение – вращение круга, максимальная скорость – 25-30 м/с
Высокоскоростные – скорость меньше 50 м/с
Армированные (крепление внутри - стеклоткань) – 80м/с
V=30м/с n=![]() <2000
об.
<2000
об.
![]()
![]()
![]()
![]() МАЗ – название завода
МАЗ – название завода
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.