осуществляет пробивку отверстия и вырубку изделия 2.5 При обратном ходе пуансона, съемник 8 задерживает ленту. Для обеспечения соосности верхние и нижние плиты соединяются стойками 6 и втулками 7.
Между отдельными элементами оставляют расстояние 10 – величина отхода, когда между элементами остаются перемычки, может быть малоотходный раскрой 2б, отходный раскрой (единичное производство), безотходный раскрой (массовое).
2.1 Гибка – из плоской детали путем сгиба получается объемная деталь.
2.2 Вытяжка – получение из плоской заготовки деталей типа «стакан» или «короб»
Широко применяется, так как происходит без изменения толщины стенок.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 2 прижим, удерживающий
заготовку
2 прижим, удерживающий
заготовку
1
3 Пуансон 2 вдавливает заготовку 1 в полость матрицы 3.
2.3 Формовка – получение объемных деталей.
2.4 Обортовка
 |
|||
![]()
![]()
![]()
![]()
![]() r>>s
r>>s
Гильзы:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

Формовка «горлышко»
Сварка
Соединение деталей за счет получения общей кристаллической структуры.
1. Сварка плавлением
2. Сварка давлением
Плавление –
соединяемые поверхности расплавляются с образованием общей сварочной ванны.
Металлы стекаются в нее, после охлаждения – неразъемное соединение.![]()
![]()

![]() Р
Р
![]()
![]()
![]() Давление
Давление
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Межатомное расстояние - общее тело
2.1 Холодная сварка (моют и скрепляют давлением). Свариваются медь, алюминий, золото.
В остальных случаях заготовки нагревают для повышения пластичности материалов.
2.2 Кузнечная сварка (для стали)
![]()
![]()
![]()
![]()
![]() Шлак
Шлак
Сварка плавлением.
Электродуговая сварка.
Металл расплавляют электрической дугой
1882 – сварка угольным электродом:
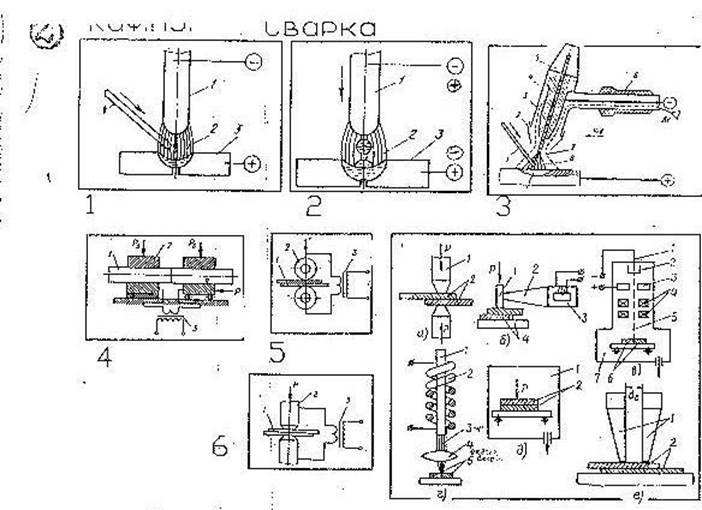
Электрод 1 возбудил дугу. Между ним и деталью ток 100А, температура около 10000⁰
Для заполнения ванны металлом, в дугу помещается присадка 4
Через 6 лет Славянов – рис.2 Дуга 2 образуется между электродом 1 и деталью 3. Электрод плавится, заполняет ванну.
Для сварки высоколегированных сталей используется сварка в среде защитного газа. Зона сварки защищена аргоном. Дуга горит между вольфрамовым электродом (не плавится) и деталью. В зону дуги подается аргон (защищает от внешних воздействий). Шов – путем расплавления присадки 1.
Можно использовать углекислый газ, азот.
- Газовая сварка
Ацетилен горит в чистом кислороде. Это используется при ремонтных работах. В производстве – тонкостенные заготовки.
Термитная сварка
![]()
![]()
![]() Термит
= Al+Fe2O3
Термит
= Al+Fe2O3
ТЕРМИТ
Также можно расплавлять лучом лазера.
Электронно-лучевая сварка.
Сварка давлением.
Стыковая сварка рис.4
Заготовка 1 прижимается, от источника 3 подается электрический ток.
Роликовая контактная сварка рис 5
Непрерывное соединение листового материала
Точечная листовая сварка.
Деталь 1 зажимается между электродами 2.
Пайка конструкционных соединений
Пайка – соединение деталей расплавленным металлом – припоем
1. Низкотемпературный припой (свинец, олово) температура менее 400⁰
2. Высокотемпературный припой (медь, серебро, цинк) темп. более 400⁰
Прочность первого – как у клея, второго – почти как сварка
Для образования связи между припоем и деталью – ФЛЮС – удаление пленок
Нагрев припоя:
1) Горячим телом (паяльник)
2) Пламенем горелки (газовой)
3) Печь с нейтральной средой (вакуумной/ с инертным газом)
4) Соль – восстановительная среда
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.