0 уровень: выпускаются массово, общие конструктивные варианты исполнения
Монтируются:
– в отверстия - штыревой монтаж – выводы круглые или плоские
- компоненты поверхностного монтирования: выводные, без выводов с контактными площадками
Выводные элементы:
1. С двумя осевыми выводами – резисторы, конденсаторы, диоды, индукторы
![]()
2. С односторонними выводами
![]()
![]()
![]()
3. С тремя односторонними выводами – транзисторы
4. Компоненты поверхностного монтажа – безвыводные.
5. Интегральные схемы (очень много компонентов)
По конструкции корпуса:
1. Беcкорпусные – схема частного применения
2. Пластмассовые
3. Металлические
4. Для планарного монтажа
Технологический процесс сборки и монтажа функциональной ячейки.
Обычно используются типовые процессы сборки и монтажа ячейки:
1. Подготовка к монтажу
2. Сборка – компоненты устанавливаются на печатную плату, закрепляются механически
3. Монтаж – устанавливаются электрические связи между отдельными компонентами
4. Контроль качества сборки и монтажа
5. Защита
Подготовка платы и элементов к монтажу.
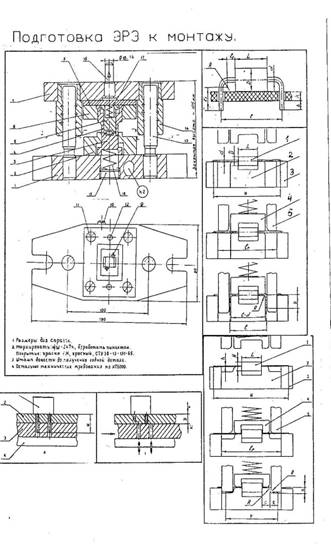
1. Подготовка платы (хранится недолго)
Паяемость – смачиваемость поверхности припоем (припой должен распределяться равномерно по поверхности)
1. Распаковать, очистить элементы
2. Сформировать выводы в соответствии с вариантом установки на печатную плату
-вплотную (прочнее крепление, но может закорачивать)
- с зазором (нет контакта, но низкая виброустойчивость)
-вертикальная установка
- элемент между двумя платами
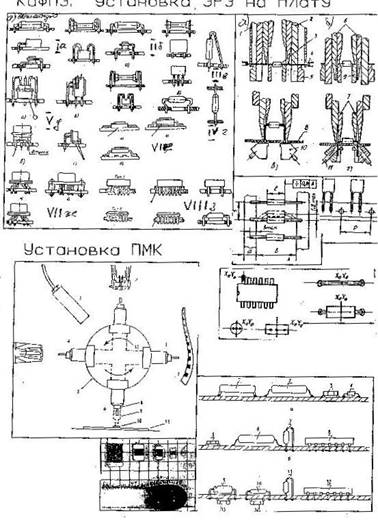
- устанавливаются транзисторы
- устанавливаются интегральные схемы с планарными выводами (корпус типа 4)
- устанавливаются интегральные схемы с планарными выводами (корпус типа 3)
- устанавливаются интегральные схемы с планарными выводами (корпус типа 1,2)
Выводы формируют вручную пассатижами и т.д. Трудоемкий процесс. В серийном производстве все выводы обрезаются и формуются на штампах.
3. Лужение выводов (покрытие оловом)
2. Сборка печатной платы – установка элементов в требуемых точках по требуемому варианту:
1. Вручную (элемент вставляется, выводы загибаются в сторону токоведущей дорожки)
2. Механизированное рабочее место – уменьшается время нахождения элемента, показать место куда ставить (светомонтажные столы). Для организации выборки - магазин с последовательным доступом или параллельным. В современных столах светоуказатель с ЧПУ.
3. Автоматическая сборка. Рис.
1. Загрузчик вырубает элемент из ленты а) электро радиоэлемент 3 вклеен в ленту, зубчатое колесо 1 передвигает ленту на 1 шаг. При движении вниз пуансона 2 элемент вырубается на матрице 5
б) пуансон 6 двигается вниз, формирует выводы на матрице 9
в) толкатель при движении вниз заталкивает элемент в отверстие платы 8
г) ножи 11 обрезают выводы и подгибаются
Для повышения производительности используются автоматы с программируемой лентой. В ленту вклеиваются элементы в последовательности их установки
3. Монтаж – электрическое соединение элементов
R – переходное сопротивление – (мОм)
δ - прочность (мПа)
λ – надежность
|
R |
δ |
λ |
||
|
1 |
Сварка |
0,01 – 1 |
Прочность основного материала |
10-8 |
|
2 |
Пайка |
2-3 |
Прочность припоя |
10-6 |
|
3 |
Накрутка |
1-2 |
Чуть лучше пайки |
10-4 |
|
4 |
Обжим |
1-10 |
Прочность материала |
10-6 |
5. Клей – склеивание контактолом – токоведущим клеем, используется когда тепловое и силовое воздействие недопустимо. R – 1-10*10-3, λ – 10-5
6. Механическое – винтами – R – 1-10*10-3, λ – 10-6
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.