7. Подвижное – высокое сопротивление, мобильность.
Для получения монтажных соединений часто используют пайку (расплавленным припоем) – олово, свинец (температура плавления ниже).
Припои:
ПОС40 – для крупногабаритных, температура – 235 ⁰
ПОС61 – эфтектический, температура – 183 ⁰
Добавки – ПОСВ – олово, свинец, висмут, 130⁰
- ПОСК 5018, 145 ⁰
Используются для пайки элементов с ограниченной теплостойкостью или ступенчатых паек.
Свинец вреден, поэтому иногда используют припой без свинца 80Ag20Sn - 280⁰
Для пайки нужны органические кислоты – канифоль. Использовать ее твердую неудобно, поэтому растворяют в спирте
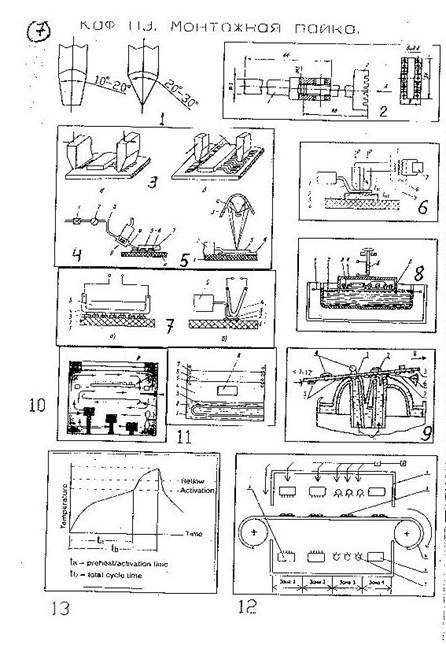
Рис.1 – форма (жало) электрического паяльника используется при индивидуальной пайке. Длительность пайки – 4-5 секунд, для пайки элементов с низкой теплостойкостью используют теплоотвод – пинцет с медными губками.
Рис.2 – групповая насадка
Рис.3 - при пайке планарных выводов используют планарный паяльник. Если на выводах имеется запас припоя, пайка длится 2-4 секунды. Корпус приклеивают к плате, автоматически прижимают, запаивают провода.
Рис.4 – производительность повышают используя пайку нагретым воздухом. Инертный газ – воздух – по трубопроводу 3 через нагрев 9 и через сопло 4 подается в зону пайки. Процесс можно автоматизировать.
Рис.5 – пайка световым лучом. Луч от лазера последовательно проходит над проводами
Рис.6 – пайка расщепленным электродом, пайка погружением
Рис.7 – в некоторых случаях используются паяльники с нагревом джоулевым теплом
Рис.8 – плата 6 с установленными элементами погружается в ванну с расплавленным припоем. Для улучшения смачиваемости плата имеет вертикальную вибрацию. Это повышает производительность, но происходит нагрев платы и возможно возникновение перемычек
Рис.9 – кроме пайки погружением - пайка припоем, плата с припоем не контактирует, создается волна, которая смывает только участок платы. Повышается производительно, но есть нагрев платы, повышаются объемы расплавленного припоя, что загрязняет атмосферу.
Рис.10 – Для последующей пайки – пайка конвекционным теплом – плата продувается горячим воздухом, температура изменяется по графику рис.13
Рис.11 – в некоторых случаях – пайка в парах теплоносителя. Бак 1, теплоноситель 2, жидкость с заданной температурой кипения. Плата 8 в зону парообразования, при конденсации – быстрый прогрев и пайка. Холодильники 5,6 конденсируют пары, отправляют обратно.
Рис.12 – инфракрасная пайка – укладывают на конвейер, двигают через рабочую зону печи. В печи – инфракрасные излучатели, обеспечивающие тепловой профиль
Проводной и тонко-проводной монтаж
Для обеспечения электрической связи между отдельными блоками и платами используют проводной монтаж. Монтажный провод состоит из токоведущей жилы – обычно меди. Часто покрывают серебром, никелем. Жила защищена изоляцией. Чаще – полиэтилен, полихлорвинил. Дешево, но не теплостойко. При нагреве – фторопласт. Теплостойкость до 800⁰. Для исключения повреждения изоляции сверху – защитная оболочка – пластмассовая или тканная. Для высокочастотных цепей провод экранирован оплеткой из медного провода. Цвет провода –
«+» - красный, «- » - синий, голубой. Обычно провода – жгуты – повышается прочность, сокращаются габариты. Жгут: рис.4 – провода укладываются в соответствии с чертежом шаблона2.
Провода режутся на отрезки заданного размера.
1. Зачищают изоленту
2. Укладывают на плаз
3. В местах ветвления жгута увязывают нитками или монтажными ремнями
4. Защита жгута – пластиковые или металлические трубы
Семинары.
Конструкционные материалы – из которых изготавливают изделия.
Свойства:
1.1– прочность – способность материала выдерживать нагрузки без разрушений и сильной деформации
σв [Мпа] – единица измерения прочности
1.2 – пластичность – способность деформаций без разрушений
δ [%] δ = (lk-ln/)ln *100%
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.