Для удобства расчетов
вводятся относительные величины рассматриваемых стоимостных показателей ![]() (в процентах),
тем самым производится нормирование показателей:
(в процентах),
тем самым производится нормирование показателей:
 , (3.19)
, (3.19)
Величины ![]() суммируются нарастающим итогом
суммируются нарастающим итогом ![]() и в зависимости
от последующего способа определения номенклатурных групп представляются в виде
графика. На оси ординат наносятся значения
и в зависимости
от последующего способа определения номенклатурных групп представляются в виде
графика. На оси ординат наносятся значения ![]() , на оси абсцисс – индексы
, на оси абсцисс – индексы ![]() ,
соответствующие присвоенным номерам позиций номенклатуры ЗПЧ. Точки с
координатами (
,
соответствующие присвоенным номерам позиций номенклатуры ЗПЧ. Точки с
координатами (![]() )
на графике соединяются плавной кривой
)
на графике соединяются плавной кривой ![]() , которая в общем случае является выпуклой.
Затем проводится касательная
, которая в общем случае является выпуклой.
Затем проводится касательная ![]() к кумулятивной кривой
к кумулятивной кривой ![]() , параллельно прямой
, параллельно прямой ![]() . Прямая
. Прямая ![]() соответствует
равномерному распределению затрат по всей номенклатуре, то есть характеризует
долю определенной детали.
соответствует
равномерному распределению затрат по всей номенклатуре, то есть характеризует
долю определенной детали.
Абсцисса точки касания ![]() , округленная до
ближайшего целого значения отделяет от всей номенклатуры деталей первую группу
, округленная до
ближайшего целого значения отделяет от всей номенклатуры деталей первую группу ![]() (группа А), в
которую входят детали с показателями
(группа А), в
которую входят детали с показателями ![]() . Соответственно ордината точки
. Соответственно ордината точки ![]() -
- ![]() указывает долю
группы деталей в общем показателе
указывает долю
группы деталей в общем показателе ![]() .
.
Деление оставшейся номенклатуры
деталей на группы производится аналогично вышеописанному. Соединим точку ![]() с точкой
с точкой ![]() и проведем
касательную к кривой
и проведем
касательную к кривой ![]() , параллельную прямой
, параллельную прямой ![]() . Абсцисса точки касания
. Абсцисса точки касания ![]() делит
оставшуюся номенклатуру деталей также на две группы : группу В и группу С.
делит
оставшуюся номенклатуру деталей также на две группы : группу В и группу С.
 , (3.20)
, (3.20)
где ![]() - число деталей (номенклатура)
группы А.
- число деталей (номенклатура)
группы А.
Таким образом, в группу В попадают детали с показателем ![]() , подчиняющимся
неравенству
, подчиняющимся
неравенству
![]()
Группировка номенклатуры по изложенному методу АВС – анализа позволяет проводить анализ удельных расходов (затрат) деталей и узлов на эксплуатационные нужды.
Характер изменения удельной стоимости по существующим нормам и, соответственно, по нормам на текущего ремонта и капитального ремонта достаточно близки между собой, что подтверждает правильность выбора перечня исследуемых деталей поставленной задачи.

Рисунок 3.9 – Определение номенклатурных групп АВС
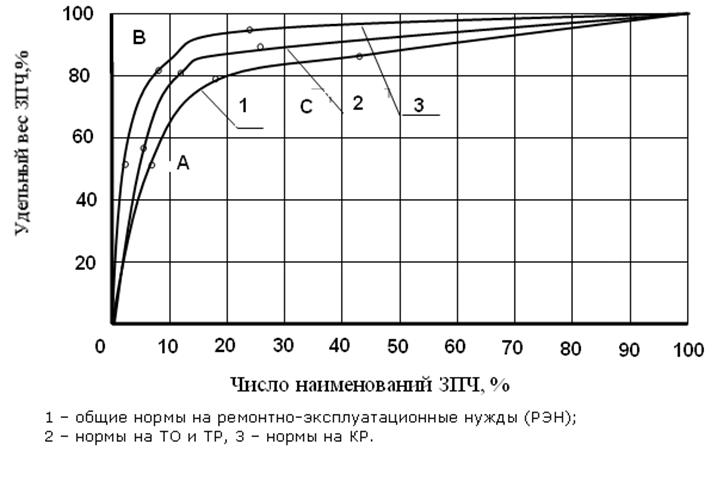
Рисунок 3.10 – Иллюстрация к АВС анализу
Вывод: Данный метод позволяет оптимизировать поступление ЗЧ по группам с экономической точки зрения, учитывая расход ЗЧ на статистических данных.
11) Аналитический метод АВС анализа [14]
Для удобства расчетов число деталей N целесообразно нормировать в интервале 0 до 1 и ввести аргумент х.
Задается вид функциональной зависимости у =f(х, ар), где ар — коэффициенты. Коэффициенты ар определяются с использованием метода наименьших квадратов.
Для нелинейных зависимостей типа ![]() и других выполняются необходимые
преобразования для приведения к «нормальному» виду,
т.е. к виду, позволяющему получить систему нормальных уравнений.
и других выполняются необходимые
преобразования для приведения к «нормальному» виду,
т.е. к виду, позволяющему получить систему нормальных уравнений.
При определении коэффициентов ар необходимо соблюдать начальные условия: первое, при х = О, у = 0; второе, при х = 1, у = 1. Это позволит сократить число уравнений для определения коэффициентов ар.
Для определения координат точки О' воспользуемся теоремой Лангранжа, согласно которой:
 (3.21)
(3.21)
где f '(х) — производная функция f(х) в точке касания;
f(b), f(a) — значения функции f(х) в начальной и конечной точках.
Решив уравнение относительно ха, тем самым определим абсциссу и далее переходим к номенклатуре по формуле, которая делит номенклатуру на две группы:
![]() , (3.22)
, (3.22)
Вводим новую систему координат, принимая за начало отчета абсциссу ха и ординату у(хА). В некоторых случаях для унификации расчета шкалы по осям могут быть вновь отнормированы. Таким образом, основное уравнение записывается в виде:
 (3.23)
(3.23)
Полученные значения указывают координаты точки О' — границы группы А. Домножив ХА на количество (номенклатуру) деталей данного узла ТУ, получим количественную оценку числа наименований деталей группы А. Определим координаты точки О" при подстановке ХА, YАв формулу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.