При подборе двух тележек под один кузов необходимо, чтобы прочностные группы тележек были не ниже прочностной группы кузова вагона.
При ремонте тележки 18-100 по проекту М 1698 ПКБ ЦБ разрешается применять износостойкие элементы любых изготовителей. Детали должны соответствовать техническим требованиям ТУ 32 ЦВ-2459-97. Качество износостойких элементов проверять входным контролем.
При сборке грузовой тележки разрешается устанавливать в тормозную рычажную передачу композиционные колодки, отвечающие следующим требованиям:
- толщина колодки не менее 55 мм ;
- на колодке имеется четкое маркирующее клеймо с указанием предприятия изготовителя;
- года изготовления, шифра материала и номера чертежа;
- поступившая партия колодок должна сопровождаться паспортом ОТК с отметкой заводской инспекции МПС о приемке колодок.
Мастер тележечного цеха при входном контроле выявляет колодки с неясными, отсутствующими клеймами или отсутствующим сетчатым каркасом спинки, а также с другими дефектами. Акт-рекламация оформляется установленным порядком, копия высылается в ЦВ МПС.
На наружном бурте подпятника отремонтированной надрессорной балки на окружности диаметром 332 мм должны быть нанесены керном в диаметрально противоположных местах (на осях симметрии) точки глубиной не более 1,5мм для сохранения симметрии подпятника надрессорной балки при последующих ремонтах наплавкой и механик
Эксцентричность отверстий под шкворень и диаметра подпятника допускается не более 0,5 мм.
Во исполнение Инструкции по ремонту тележек грузовых вагонов РД 32 ЦБ 052-99 с 01.07.98г. устанавливается следующий порядок подбора и маркировки .тележек грузовых вагонов:
1. При выпуске всех грузовых вагонов из плановых видов ремонта тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового ремонта или его исключения из инвентаря по сроку службы, обеспечив в этом периоде эксплуатации вагона срок службы боковых рам и надрессорных балок - 30 лет включительно.
2. Подборка боковых рам и нарессорных балок в тележке должна производиться по возрастным группам, в зависимости от требований, предъявляемых к этим деталям на период действия норм для расчета на прочность вагонов железных дорог колеи 1520 мм.
3. Мастер (бригадир) тележечного цеха проверяет соответствие года изготовления боковин и надрессорной балки по группам прочности:
0 группа - вагоны (тележки) построенные с 1997 года;
1 группа - построенные в период с 1985 по 1996г.;
2 группа - построенные в период с 1974 по 1984г. 3 группа - построенные до 1974г.
Тележка должна быть скомплектована из деталей одной группы прочности.
Разрешается в каждой прочностной группе тележек подбирать детали из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по детали, имеющей самый низкий период изготовления.
При подборе двух тележек под один кузов необходимо, чтобы прочностные группы тележек были не ниже прочностной группы вагона.
Клейма и знаки маркировки должны быть установлены на деталях тележки после завершения ремонтных работ, приемки их мастером и приемщиком вагонов.
Клейма (коды) наносить на каждую боковину тележки на участке от начала прилива выше приемочных клейм в соответствии с приложением Б, рис.Б.1.
Клеймо (код) на надрессорной балке наносить на видимую часть верхней горизонтальной плоскости на расстоянии 20 мм от ее торца и боковой грани в соответствии с приложением Б, рис. Б2.
Постановку кодов принадлежности к государству производить в местах , указанных в приложении Б, рис.3.
6.После выполнения модернизационных работ по проекту М 1698.00.000 «Модернизация тележек грузовых вагонов» на тележках, признанных годными перед знаками о проведении планового ремонта наносится клеймо в виде буквы «М», такой же высоты.
Надписи на деталях тележки наносить масляной краской белого цвета при помощи трафаретов с закраской мест разрывов букв и цифр на верхних поверхностях боковых рам по центру и на верхней поверхности с обоих концов надрессорной балки.
1. После деповского ремонта:
- ПЕРВАЯ И ТРИ ПОСЛЕДНИХ ЦИФРЫ НОМЕРА ВАГОНА
2. После капитального ремонта и строительства:
- ГОД ПРОВЕДЕНИЯ КАПИТАЛЬНОГО РЕМОНТА И СТРОИТЕЛЬСТВА;
- НОМЕР ВАГОНОРЕМОНТНОГО ПРЕДПРИЯТИЯ ИЛИ ЗАВОДА-ИЗГОТОВИТЕЛЯ,
- ПЕРВАЯ И ТРИ ПОСЛЕДНИХ ЦИФРЫ НОМЕРА ВАГОНА
Места нанесения маркировки (указаны на схеме) должны быть очищены до металла. Трафарет должен иметь высоту цифр 70 мм.
Надписи наносит маляр вагоносборочного цеха под руководством сменного мастера вагоносборочного цеха перед подкаткой тележек под вагон.
Старший мастер вагоносборочного цеха совместно с приемщиком вагонов контролирует качество нанесения маркировки и предъявления этих работ к оплате (согласно калькуляции).
Образец надписи трафарета, наносимой масляной краской
|
где: 93 - год проведения капитального ремонта или год постройки вагона;
12 - номер вагоноремонтного предприятия или завода - изготовителя вагона;
6 - первая цифра номера вагона;
546 - три последние цифры номера вагона.
2. Трафарет наносимый при деповском ремонте вагона
|
где: 4 - первая цифра номера вагона;
563 - три последние цифры номера вагона.
Места нанесения трафарета после капитального и деповского ремонтов
на надрессорную балку и боковину тележки
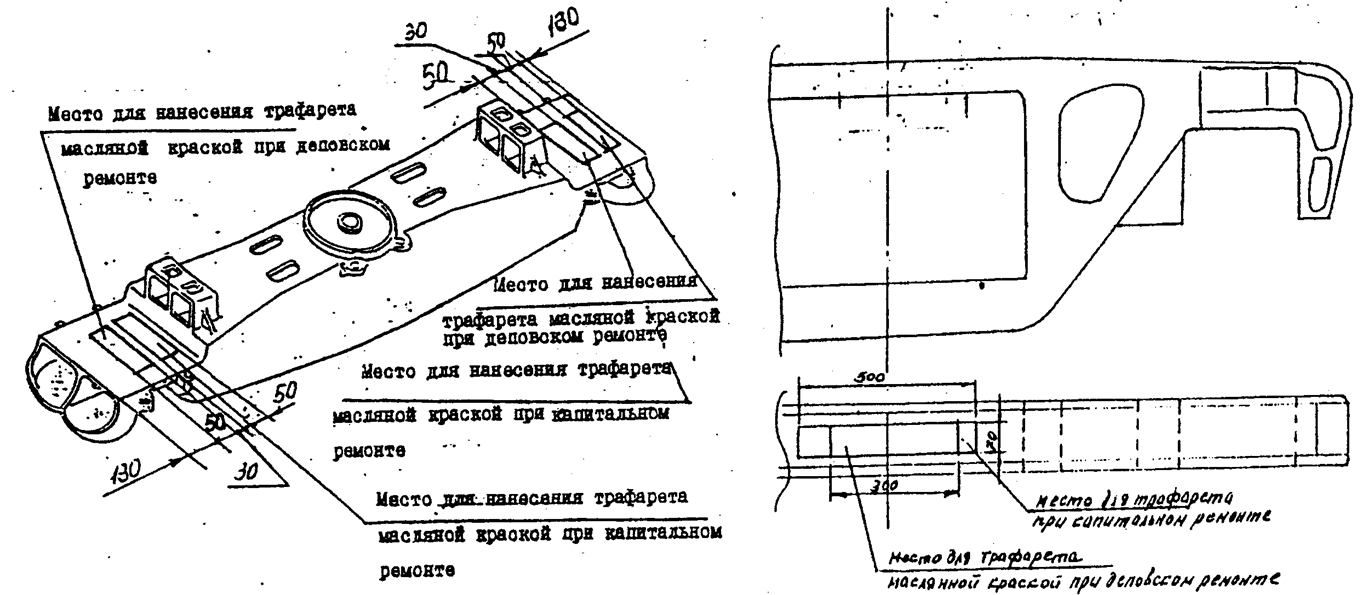 |
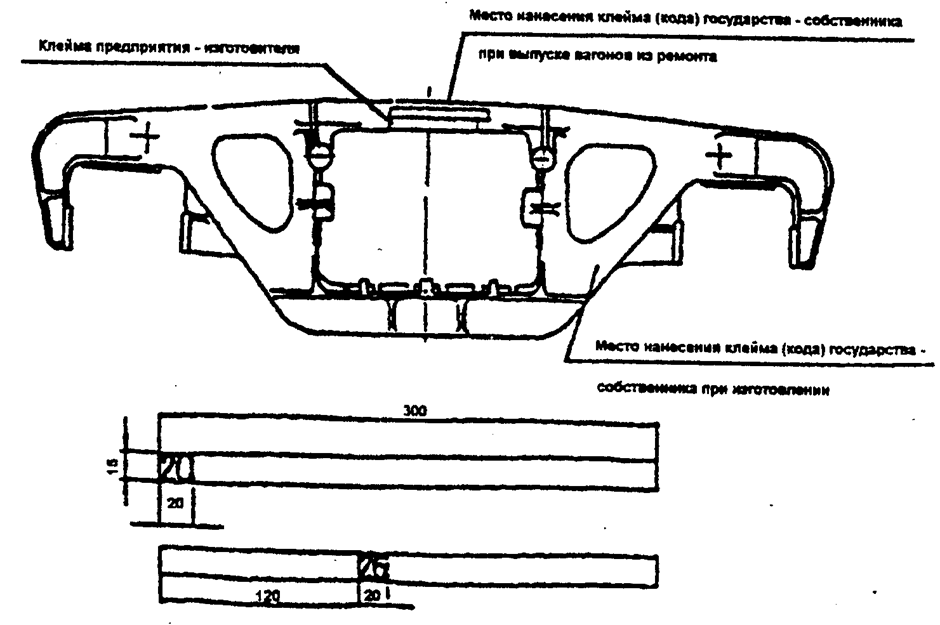
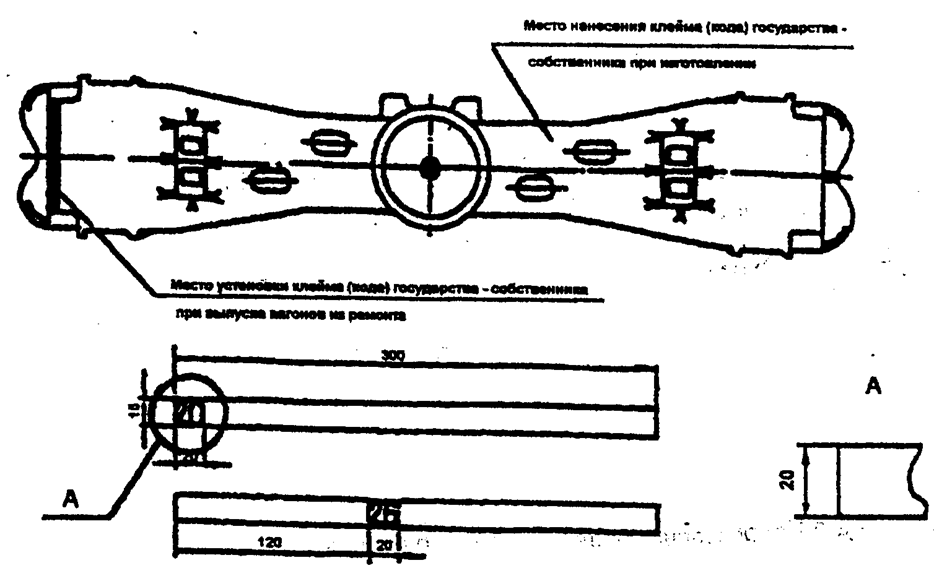
Рисунок Б.1 Место нанасения клейма на боковине тележки
Рисунок Б.2 Место установки клейма на надрессорной балке
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.