2.6.2. Простановка размеров на чертежах (эскизах) деталей, подвергающихся механической обработке
Для деталей, изготовляемых на металлорежущих станках (точением, фрезерованием, сверлением, шлифованием и т.п.) простановка размеров в значительной степени определяется последовательностью обработки различных поверхностей. Следовательно на эскизе размеры должны отражать основные этапы обработки и учитывать применяемые при этом технологические операции. В целом размеры должны быть поставлены так, чтобы расточку при выполнении очередной операции не нужно было производить каких-либо расчетов, а измерения при контроле в процессе изготовления должны быть простыми.
Рассмотрим зависимость постановки размеров от технологии изготовления на примерах.
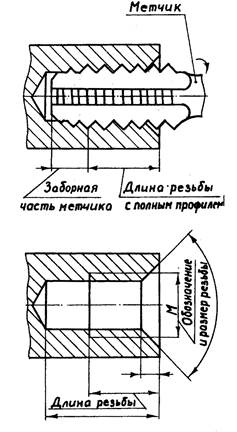
· Сверление глухого отверстия и нарезание резьбы.
![]()
 |
 теже
наносят: обозначение резьбы, глубину отверстия (глубину свер
теже
наносят: обозначение резьбы, глубину отверстия (глубину свер ления),
длину резьбы с полным профилем, размеры фаски. Дно отверстия, образованное
режущей частью сверла, изображают как конус с углом при вершине 1200.
Размеры конуса наносить не надо.
ления),
длину резьбы с полным профилем, размеры фаски. Дно отверстия, образованное
режущей частью сверла, изображают как конус с углом при вершине 1200.
Размеры конуса наносить не надо.
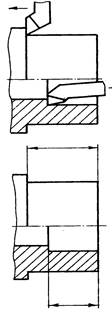
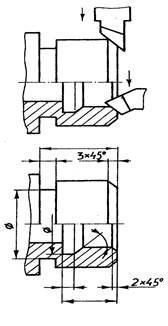
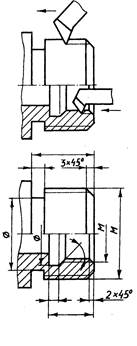
· Нарезание наружной и внутренней резьбы при наличии проточки.
![]() Последовательность обработки и соответствующие размеры
показаны на рис. 34. Следует отметить, что форма и размеры фасок и проточек
установлены ГОСТ 10.549—63.
Последовательность обработки и соответствующие размеры
показаны на рис. 34. Следует отметить, что форма и размеры фасок и проточек
установлены ГОСТ 10.549—63.
· Обточка ступенчатого валика на токарном станке.
![]()
 |
· Фрезерование призматических головок винтов, болтов, гаек и т.п. под «ключ».
 |
 |
 |
|||
Рис.37
· Фрезерование шпоночных канавок.
![]() На рис. 38 изображен вал, имеющий три различные шпоночные
канавки. Вверху показана схема фрезерования, необходимые для выполнения канавок
размеры проставлены на чертеже вала – внизу.
На рис. 38 изображен вал, имеющий три различные шпоночные
канавки. Вверху показана схема фрезерования, необходимые для выполнения канавок
размеры проставлены на чертеже вала – внизу.
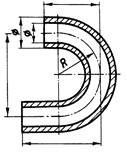
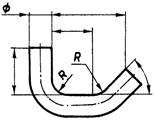
2.6..3. Простановка размеров деталей, изготавливаемых гибкой
 |
|||
 |
|||
Рис. 40
Если такая деталь выполняется из материала, имеющего стандартные параметры (определенного сортамента) и полностью определяющего размеры поперечного сечения детали, то толщину ленты, полосы, прутка на чертеже детали не указывают. Эти размеры содержатся в наименовании сортамента, записываемом в основной надписи в графе «Материал». В остальных случаях размеры поперечного сечения указываются на изображениях детали (рис. 39-40).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.