Загрузка и выгрузка изделий из печи старения и печей-ванн производиться либо вручную, либо с помощью двухбалочного мостового крана грузоподъемностью 0,5-1 т, в зависимости от массы садки. Мостовой двухбалочный кран (двухтележный) выгодно отличается от своих собратьев.
Во-первых, этот кран целиком собирается на стапеле, а это дает возможность минимизировать погрешности и обеспечивает высокий процент точности при сборке на заданном объекте. Кран состоит из собственно двухбалочного моста, который оснащен ходовой часть, имеющей две пары колес, платформой для грузов, механизмами подъема, кабины крановщика и электрооборудования.
Во-вторых, он обеспечивает согласованность погрузки и перемещения деталей с технологическим процессом, минимальную перегрузку деталей, перемещение деталей без повреждений, механизацию трудоемких процессов.
Транспортировка деталей по цеху производится на электрокарах.
Также в качестве вспомогательного оборудования используется загрузочная корзина, в нее загружаются детали, а затем эта корзина при помощи электромостового крана погружается в селитровую ванну.
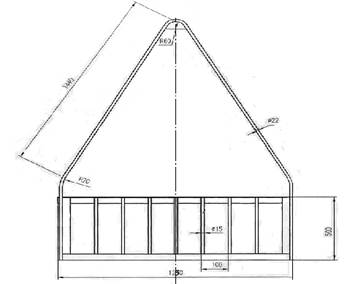
Рисунок 6 – Загрузочная корзина для селитровой ванны
После термической обработки осуществляется контроль твердости на прессе Бринелля, измерение на котором происходит посредством вдавливания стального закаленного шарика.
7.3 Выбор и расчет потребного количества оборудования
Расчет производительности оборудования производим по формуле:
![]() [4]
(9)
[4]
(9)
![]() ,
(10)
,
(10)
где ![]() - размер садки; Т- время
обработки;
- размер садки; Т- время
обработки; ![]() - время нагрева;
- время нагрева; ![]() - время выдержки.
- время выдержки.
![]() = 7,2+1,8=9 мин.
= 7,2+1,8=9 мин.
![]() ;
;
Для расчета количества оборудования:
1) выявляют потребное количество агрегато-часов:
![]() ,
(11)
,
(11)
![]() объем
выпуска;
объем
выпуска;
![]() -
часовая производительность.
-
часовая производительность.
![]() ;
;
2) определяют расчетное количество оборудования:
![]() ;
(12)
;
(12)
![]()
Принимаем количество оборудования Спр =1.
3) выявляют коэффициент загрузки оборудования:
![]() ;
(13)
;
(13)
![]()
Поскольку средний коэффициент загрузки по цеху для серийного производства должен быть 0,80-0,85, то можно сделать вывод о том, что цех не достаточно загружен.
8 Планировка участка, грузопотока, транспорт.
Помещение цеха № 33, где установлено оборудование для термообработки алюминиевых сплавов, имеет следующие характеристики:
· ввод в эксплуатацию 1967год
· длина 50м;
· ширина 30м;
· высота до конька фонаря 19,42м;
· фундаменты монолитные железобетонные столбчатые – подколонны, подстены железобетонные – рантбалки;
· стены кирпичные δ = 510 мм;
· колонны железобетонные с шагом 6 метров;
· фермы металлические 10 штук;
· остекление – деревянные блоки в 2 нити;
· остекление фонаря: ленточное в 1 нить на всю длину фонаря с 2 сторон высотой 1,5 метра;
· полы мозаичные.
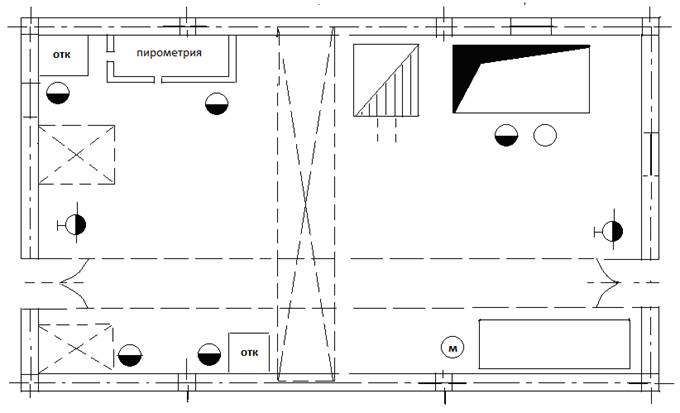
Рисунок 7 - План термического отделения
Заготовки поступают в термическое отделение из механического цеха на электрокаре. Их отправляют на участок обезжиривания, где с поверхности удаляют загрязнения раствором ацетона. После обезжиривания детали отправляют на участок складирования перед операцией закалка. Затем детали, закрепленные в корзине с помощью проволоки, транспортируют к печи-ванне, где происходит нагрев под закалку. Транспортировка осуществляется с помощью электромостового крана. После нагрева под закалку корзина с деталями при помощи электромостового крана сразу перемещается в закалочный бак с подогретой водой, где осуществляется охлаждение. Затем корзина с деталями также при помощи крана перемещается на участок складирования перед операцией старения. Следом детали транспортируют на загрузочную тележку для печи старения. В печь старения детали также загружаются в корзине. Механизм загрузки в печь заключается в поднимании корзины с деталями зубчатыми штырями и продвижении их вперед в рабочее пространство печи. После того, как корзина помещена в печь, зубчатые штыри опускаются и возвращаются в исходное положение. После проведения процесса старения детали отправляют на контрольный пункт, где производят контроль механических свойств.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.