После проведенного анализа литературных данных, можно сказать, что титановый сплав марки ВТ14 не подходит для изготовления лонжеронов, так как у него не удовлетворяет требованиям механических свойств.
Сплав марки ВТ22 очень хорошими механическими свойствами, а так же является одним из дорогостоящих титановых сплавов. Сплав с запасом удовлетворяет требованиям, предъявляемым к изделиям.
Сплав марки ВТ20 дешевле сплава ВТ22, его технологические и механические свойства высоки, и достаточно стабильны, кроме того, сплав марки ВТ20 так же, как и сплав ВТ22, с запасом удовлетворяет требованиям, поэтому для изготовления лонжеронов проектом предлагается использовать титановый сплав данной марки.
4.1 Маршрутная технология изготовления детали
Для того чтобы разработать технологический процесс термической обработки инструмента необходимо сначала определить маршрутную технологию, которая отражается в технологических картах.
Лонжероны изготавливают по технологии представленной на рисунке 3.
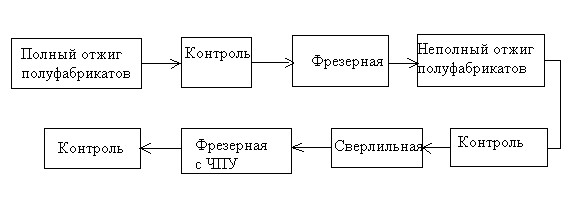
Рисунок 3 - Технологический процесс изготовления детали лонжерон
Поковки поставляются ОАО «ИАПО» г. Иркутск в состоянии после деформации без термической обработки с техническими требованиями по ОСТ 1 – 90000 – 70.
Рассмотрим схему маршрутной технологии для лонжеронов:
9. Полный отжиг полуфабрикатов (поковок). Температура отжига 790±10 0С, выдержка 5ч + 20мин, охлаждение на воздухе до температуры производственного помещения.
10. Контроль термообработки.
11. Фрезерная обработка.
12. Неполный отжиг. Интервал времени между фрезерной и термообработкой не должен превышать 7 суток. Температура отжига (650..700) ± 10 ºС, выдержка 4ч + 20мин, охлаждение на воздухе до температуры производственного помещения.
13. Контроль.
14. Сверлильная обработка.
15. Фрезерная обработка с ЧПУ.
16. Капиллярный контроль.
Таким образом, в качестве предварительной термической обработки инструмента на иркутском авиационном заводе (ИАЗ) применяют полный отжиг для повышения комплекса механических свойств.
После проведенной механической обработки , которая заключалась в разрезании поковки по диагонали на две части для дальнейшего изготовления деталей лонжерон, возникают внутренние напряжения, которые могут привести к изменениям геометрии детали. Для снятия этих напряжений в качестве окончательной термической обработки применяется неполный отжиг.
4.2 Классификация видов термической обработки титановых сплавов
Для титановых сплавов применяются следующие виды термической обработки, представленные на рисунке 4.
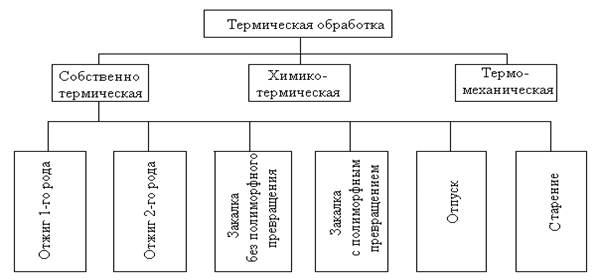
Рисунок 4 – Основные виды термической обработки титановых сплавов
Общие характеристики и цели применения каждого вида термической обработки титановых сплавов.
1 Отжиг 1-го рода. Основной отличительной особенностью его является отсутствие фазовых превращений при его проведении. Основными технологическими параметрами при его осуществлении являются температура нагрева и время выдержки. Скорости нагрева и охлаждения не являются определяющими. Целью отжига 1-го рода является устранение отклонений от равновесного состояния, полученного в результате таких технологических операций, как литье, обработка давлением, сварка. К разновидностям отжига 1-го рода относятся следующие:
Гомогенизационный отжиг, основное назначение которого - устранить или ослабить вредное влияние дендритной ликвации. Применение его к титановым сплавам малоэффективно.
· Дорекристаллизационный отжиг или возврат,как правило, применяют после обработки металла давлением. Основной целью проведения этого отжига является восстановление свойств металла. Сущность этого процесса сводится к уменьшению общего количества дефектов кристаллической решетки. Эти процессы происходят при нагреве и в тех случаях, когда отсутствуют видимые изменения размеров деформированных зерен, а наблюдается лишь изменение ряда физических и механических свойств, такие процессы принято называть возвратом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.