Окончательная термическая обработка заключается в неполном отжиге. Температура (°С) неполного отжига сплава ВТ20 следующая: 650 - 700ºС. Для уменьшения остаточных напряжений, образующихся в результате механической обработки деталей, в ряде случаев применяют неполный отжиг при температурах ниже температуры начала рекристаллизации с последующим охлаждением на воздухе (этот отжиг не является обязательной операцией). Охлаждение крупногабаритных деталей производят на воздухе поштучно.
Схема режима окончательной термической обработки изображена на рисунке 6.
![]()
![]()
![]()
![]() 650 - 700ºС
650 - 700ºС
Нагрев до выдержка Охлаждение
критической 4ч ±20мин на воздухе температуры
Рисунок 6 – Режим окончательной термической обработки
Неполный отжиг проводится как окончательная или межоперационная термическая обработка. Так, в частности, неполный отжиг на воздухе применяется в тех случаях, когда детали подвергались механической обработке (резанию). Время между фрезерной и неполным отжигом также не должно превышать 7 суток.
4.3 время нагрева
Для осуществления термической обработки большое значение имеет правильный выбор оборудования.
Для того чтобы осуществить термическую обработка детали лонжерон, для получения соответствующих механических свойств на Иркутском авиационном заводе применяют следующее оборудование: вакуумная печь типа ПВ - 900, шахтный агрегат.
Печь вакуумная «ПВ-900» (рисунок 8) предназначена для реализации операции вакуумного отжига крупногабаритных конструкций.
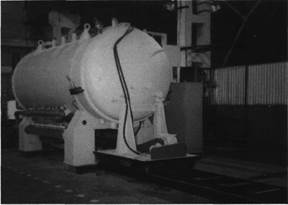
Рисунок 8 - Общий вид «ПВ-900»
Эксплуатация установки может осуществляться как в ручном так и в автоматическом режиме управления. Работа печи заключается в нагреве обрабатываемого изделия в вакууме до определенной температуры, выдержке при этой температуре и охлаждения в вакууме и среде инертного газа. Внутри камеры располагаются три нагревательные секции с экранной изоляцией и нагревателями.
Вакуумный отжиг титановых конструкций обеспечивает: снижение содержания водорода до безопасного уровня и, как следствие, устранение склонности металла к водородной хрупкости; снятие нежелательных остаточных напряжений; максимально возможное сохранение циклической прочности; нанесение защитных плёнок; предотвращение наводораживания в процессе эксплуатации; сохранение геометрии отжигаемого изделия.
Необходимость вакуумного отжига диктуется следующими специфическими особенностями титановых сплавов: высокой склонностью к водородному замедленному разрушению; чувствительностью к остаточным растягивающим напряжениям, которые из-за направленной диффузии водорода могут привести к замедленному хрупкому разрушению; повышенной чувствительностью к концентраторам напряжений; неблагоприятным влиянием альфированной поверхности на ресурсные характеристики детали; значительным влиянием структуры материала на служебные характеристики конструкции.
Система вакуумная предназначена для создания вакуума в камере и напуска инертного газа в нее при охлаждении изделия. Система состоит из линии форвакуумной откачки и двух линий для создания высокого вакуума. На вакуумной системе все клапаны и затворы выполнены с пневмоприводом. Для напуска инертного газа (аргон) в камеру предназначена рампа напуска. Система пневматическая предназначена для управления пневмоприводами вакуумных затворов и пневмоприжимов. Система пневматическая включает два блока подготовки воздуха, панели пневмораспределителей и трубопроводы. Система водоохлаждения предназначена для подачи и слива воды, необходимой для охлаждения систем вакуумных насосов в процессе проведения режима термообработки.
Таблица 6 - Основные технические данные «ПВ-900»
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.