6. Металлографические испытания проводятся по инструкции.
Механические и служебные свойства полуфабрикатов из титановых сплавов в значительной степени зависят от микроструктуры.
Получение заданной структуры достигается путем регулирования температуры, степени деформации, скорости охлаждения после окончательной деформации и подбором соответствующего режима термической обработки. Режим деформации определяет текстуру, размеры и морфологию α – фазы. Микроструктура сплава ВТ20 представлена на рисунке 4.

Рисунок 4 – Микроструктура сплава ВТ20 в состоянии поставки
Маршрутная технология изготовления и обработки изделий следующая:
1. Полный отжиг полуфабрикатов (поковок). Температура отжига 790±10 0С, выдержка 5ч + 20мин, охлаждение на воздухе до температуры производственного помещения.
2. Контроль термообработки.
3. Фрезерная обработка.
4. Неполный отжиг. Интервал времени между фрезерной и термообработкой не должен превышать 7 суток. Температура отжига (650..700) ± 10 ºС, выдержка 4ч + 20мин, охлаждение на воздухе до температуры производственного помещения.
5. Контроль.
6. Сверлильная обработка.
7. Фрезерная обработка с ЧПУ.
8. Капиллярный контроль.
Лонжерон – основной силовой элемент конструкций многих инженерных сооружений, располагающихся по длине конструкции. У самолетов лонжероны совместно со стрингерами образуют продольный набор каркаса крыльев, фюзеляжа, оперения, рулей и элеронов. В данном курсовом проекте рассматриваются килевые лонжероны (рисунок1)
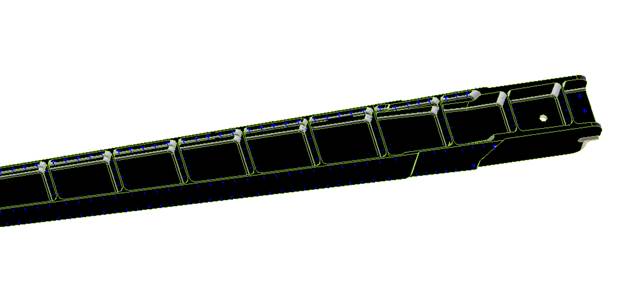
Рисунок 1 – Килевой лонжерон
Лонжероны – продольные балки, состоящие из стенок и поясов. Пояса принимают изгибающий момент киля, работая на растяжение и сжатие; стенки подкрепленные стойками, воспринимают поперечную силу и могут участвовать в восприятии крутящего момента, замыкая контур и работая в обоих случаях на сдвиг. Часть поперечной силы может уравновешиваться вертикальными проекциями осевых сил, если пояса лонжеронов (панели кессона) не параллельны и сходятся под углом.
Стенки лонжеронов выполняются из листового материала, они работают на сдвиг (рисунок 2), тонкие стенки подкрепляются стойками, чаще уголкового сечения, с тем чтобы разделить стенку на отдельные панели и таким образом повысить значения предела прочности.
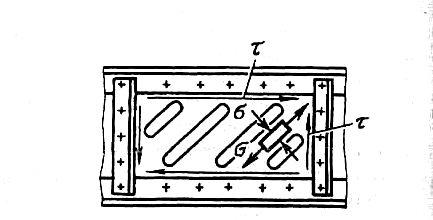
Рисунок 2 – Работа стенки лонжерона на сдвиг
При потере устойчивости стенка работает на нормальное напряжение. Чтобы не допускать потери устойчивости стенкой, в ней, кроме подкрепляющих ее стоек делают зиги (рисунок 3).
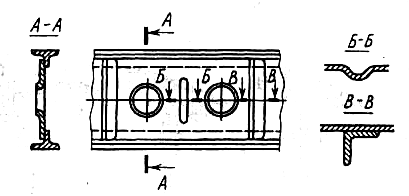
Рисунок 3 – Конструкция стенки лонжерона на сдвиг
Лонжероны в процессе эксплуатации испытывают очень большие нагрузки и должны обладать достаточной вязкостью, чтобы деталь не дала трещины. Нагрузка на лонжероны отображена в таблице 2.
Таблица 2 – Нагрузки, действующие на лонжерон в условиях эксплуатации
|
Номер лонжерона |
Допускаемые напряжения |
Действительные напряжения |
Ψ, % |
KCU, Дж/см2 |
τсрез, МПа |
||
|
σдоп, МПа |
τдоп, МПа |
σдейств, МПа |
τдейст, МПа |
||||
|
1 |
950 |
570 |
940 |
557 |
27 |
44 |
778 |
|
2 |
940 |
560 |
925 |
543 |
27 |
44 |
778 |
Выбор материала для лонжеронов определяется условиями их работы и требованиями, предъявляемыми к ним. Стойкость изделий при эксплуатации зависит от многих факторов, главным среди которых является химический состав и исходная структура сплава данного изделия; состав, структура и механические свойства обрабатываемого материала; применяемые режимы термической обработки. Выбранная марка сплава должна обеспечивать после необходимой термической обработки изделий получение такого комплекса механических свойств, которые предусматриваются техническими условиями для данного сплава.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.