Тема 3.3
ФРЕЗЕРНІ ОПЕРАЦІЇ З ЧИСЛОВИМ ПРОГРАМНИМ КЕРУВАННЯМ
1 Система координат вертикально-фрезерного верстату
Найбільш поширені вертикально-фрезерні (консольні і безконсольні) верстати з ЧПК. На цих верстатах виконується обробка площин, пазів, канавок, складних контурів, об'ємних площин. Типовим представником цієї групи верстатів є верстат 6Р13ФЗ, для якого в методичних вказівках даються приклади розробки керуючих програм.
Як вказувалось вище (див. с.16), для фрезерного верстату з ЧПК прийняті наступні координатні осі:
Вісь Z — співпадає з віссю шпинделя, вісь X — співпадає з напрямком поперечної подачі стола. Умовно вважається, що рух подачі здійснює не стіл, а фреза, напрямок осей показано на рис. 4,б (X і Y - умовні для центру фрези);
В залежності від конкретних умов обробки нульова точка може бути розташована над будь-якою точкою в межах площини столу.
Найбільш часто приймаються такі нульові точки: для координат Х і Y – в центрі центрального отвору стола (можливі рухи по осі X÷500мм, по осі Y÷200мм); для координати Z - верхнє положення повзуна (можливий рух по осі Z рівний 150мм).
2Пристрої для закріплення заготовок
Пристрої для закріплення заготовки на столі фрезерного верстату з ЧПК в основному такі ж як і для звичайних фрезерних верстатів: прихвати, лещата (з ручним або пневматичним приводом): поворотні столики та ін.. Широко застосовуються пристрої, що складаються із деталей універсального комплекту (універсально-збірні пристрої – УЗП), а також універсально-переналагоджувальні пристрої.
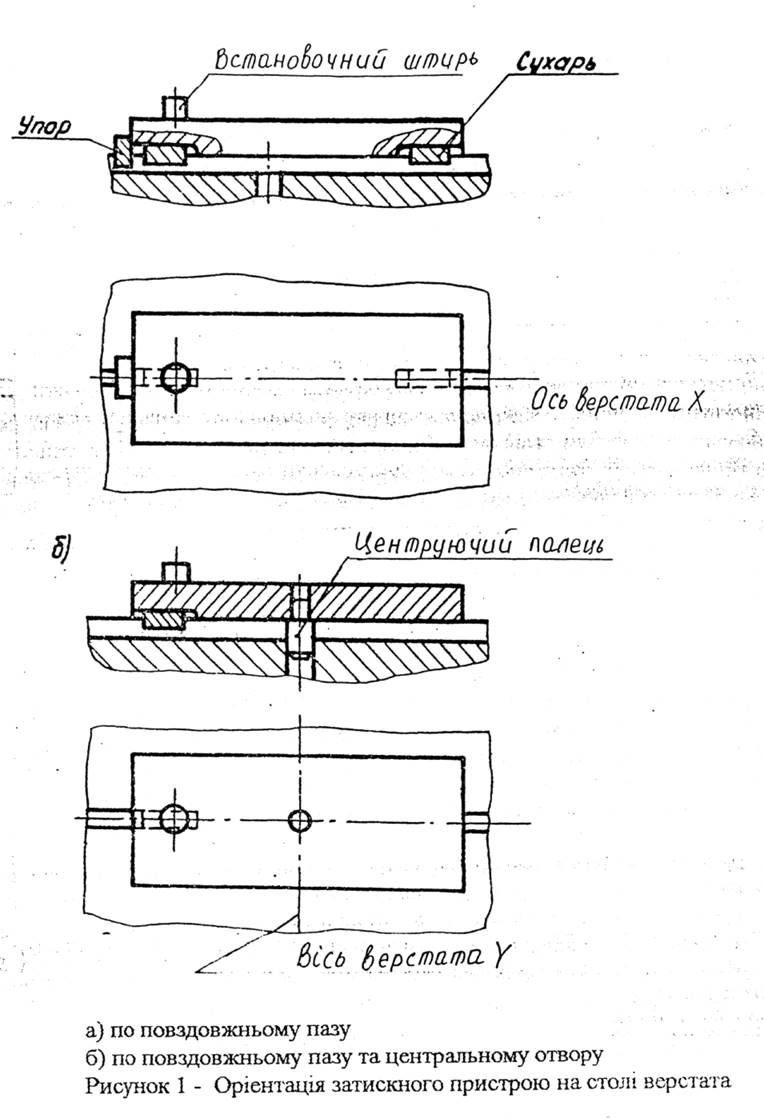
Для орієнтування затискного пристрою стіл верстату має поздовжні пази і центральний отвір (рис.1). Якщо орієнтація виконується тільки по поздовжньому пазу, пристрій базується в поздовжньому напрямку упором.
Базування заготовки в пристрої виконується по загальним рекомендаціям, що вивчаються по предмету "Технологія машинобудування" з врахуванням правила шести точок.
3Вибір осей координат деталі і "прив'язка" їх до осей координат верстату
При виборі осей координат для деталей, які мають осі симетрії, їх рекомендується приймати і за осі координат, що доцільно для спрощення розрахунку координат опорних точок.
В несиметричних деталях за осі координат рекомендується брати ті лінії креслення, від яких задається більшість розмірів деталей. За нульову точку (початок координат) приймають точку перетину взаємно перпендикулярних поверхонь (рис. 2,а), центр обробленого отвору (рис. 2,б), центр симетрії деталі (рис. 2,в). Бажано, щоб нульова точка лежала на осі симетрії. При відсутності підходящої точки на кресленні деталі нульову точку приймають за межами деталі (центр установочного штиря на пристрої) (рис. 2,г).
Центр установочного штиря встановлюється точно під віссю шпинделя. Практично це здійснюється за допомогою важільного індикатора (рис. 3,а) або індикатора часового типу (рис.3,б). Штир підводять під шпиндель встановленими переміщеннями столу (від пульту ручного керування); щуп індикатора при повільному обертанні шпинделя "оббігає" навколо штиря: вісь шпинделя точно співпадає з центром штиря, коли положення стрілки індикатора залишається незмінним.
Центр штиря може являтися одночасно і нулем програми, або мати фіксовані відстані "а" і "в" до нуля програми.
Суміщення осі шпинделя з центром установочного штиря може виконуватися також за допомогою оптичного центрошукача (рис. 4).
На торці штиря нанесені взаємноперпендикулярні риски-діаметри. Штир підводять під об'єктив центрошукача і контролюють по окуляру збіг контрольних рисок окуляра з рисками на штирі.
Після суміщення центра штиря з віссю шпинделя натиском кнопок "ОХ" і "ОY" на пульті включають індикацію положення осі шпинделя відносно нуля верстату. Прочитання значення індикації набирають на коректорах ОХ і ОУ (розташованих на технологічному пульті) з протилежним знаком. Таким чином в пам'ять ПЧПК вводяться відстань від нуля верстата до осі шпинделя Х0 і У0, які автоматично будуть додаватися з координатами опорних точок еквідистанти при проходженні програми.
Якщо в якості нуля програми прийнятий центр якого-небудь отвору, попередньо просвердленого в деталі, то суміщення цього центру з віссю шпинделя відбувається за допомогою важільного центрошукача або жорсткого верстатного центра, встановленого в шпинделі.
Якщо в якості програми прийнята точка перетину попередньо оброблених взаємно-перпендикулярних граней деталі, то сумістити цю точку з віссю шпинделя легко з допомогою оптичного центрошукача. Для цього також застосовують точку (загартовану і шліфовану) оправку, яку встановлюють в шпинделі, і набір кінцевих мір (плиток). Відстань від осі шпинделя до базової поверхні деталей по осі X визначається як сума розміру А блоку плиток і радіуса оправки:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.