в – ширина зарізьбової канавки, мм;
Великий шлях підходу (2Р) задається з метою компенсації можливого "мертвого ходу" із-за зносу деталей шарикової гвинтової парі механізму подач.
При нарізанні лівої різьби врізання робиться у за різьбову канавку, а вихід за границю різьбової дільниці (перебіг) задається рівним кроку різьби (Р).
Якщо ліва різьба відкрита, то шлях підходу та шлях перебігу приймається рівними по 2Р (мм).
У випадку нарізання різьби без за різьбової канавки шлях проходу різця
![]()
Для нарізання багатозахідної різьби ділення на заходи робиться шляхом зміщення вихідного положення різця по вісі Z на крок різьби Р по програмі перед нарізанням кожного заходу. Наприклад, якщо нарізається різьба М30×6 (Р=3), двозахідна з кроком 3 мм, на довжину 40 мм при ширині за різьбової канавки в=4 мм, то шлях проходу до першого заходу дорівнює
![]()
до другого заходу:
![]()
Якщо ця ж різьба трьохзахідна М30×9(3), то
![]()
Нарізання багатозахідної різьби рекомендовано виконувати в два етапи:
1 – нарізання усіх заходів чорновим різцем із залишенням припуску на чистову обробку (чорнові проходи);
2 – нарізання усіх заходів чистовим різцем (чистові проходи).
Перед поворотними ходами слід задавати відхід різця від поверхні деталі на 2 – 3 мм, тому що координата точок виходу вершини різця по осі X дорівнюється
![]()
5.10Шляхи підвищення продуктивності праці та стійкості інструментів при роботі на токарних верстатах з ЧПК.
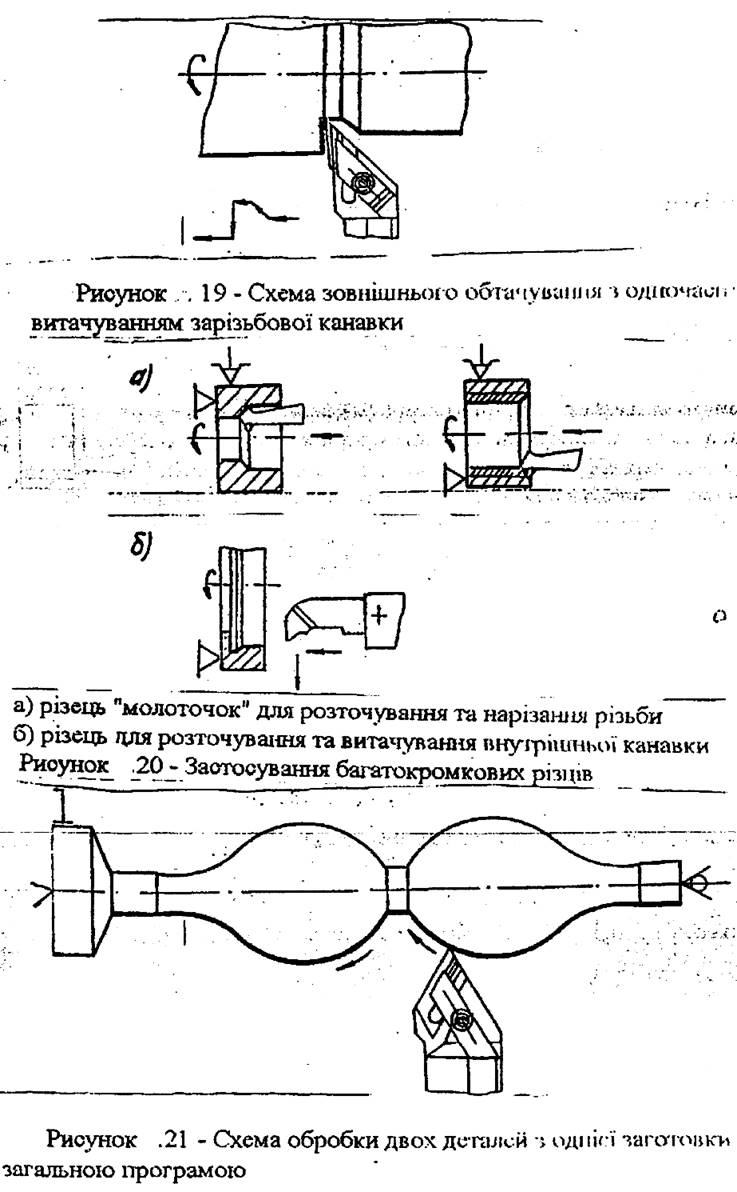
1 На кресленні деталі задавати таку форму за різьбової канавки, щоб її можливо було виконати прохідним або профільним упорним різцем під час робочого ходу обточування циліндричної поверхні (рис. 19).
2 При недостатній кількості до виконання усіх переходів операції приймають багато-кромкові (комбіновані) різці (рис.20).
3 Приймають спосіб обробки двох – трьох деталей з однієї заготовки по загальній програмі (рис. 21).
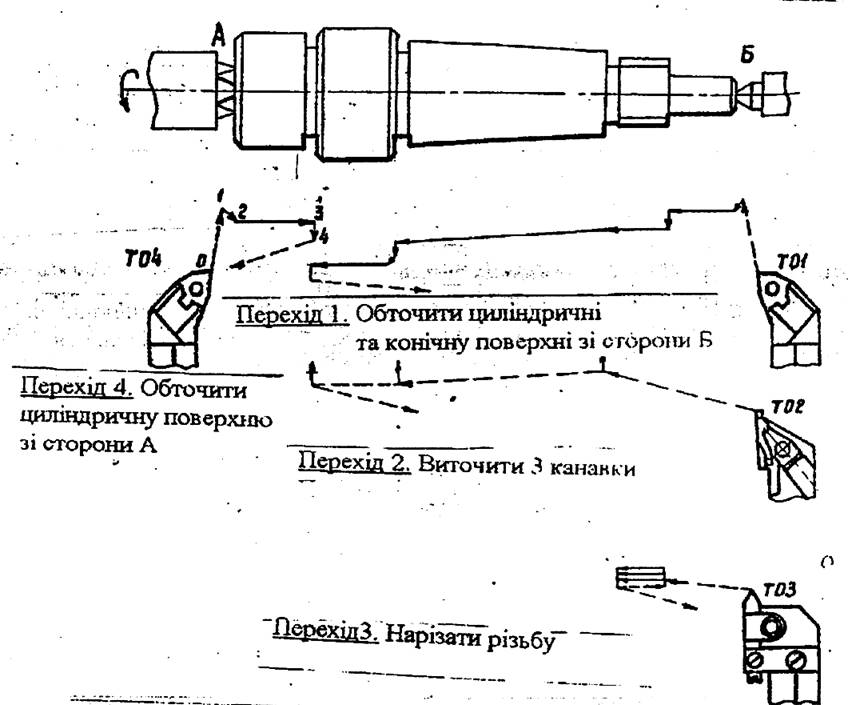
4 Обробку довгих ступінчастих валів вести з двох боків при одному установі, приймати ліві різці та повідкові центри (рис.22).
5 Після обробки кожної деталі відводити супорт не в "крайню точку", а у "нуль програми" (вихідну точку) (див. п.5.2 )
6 При чорновій обробці твердих деталей різцями з напайками поворотні ходи по схемі "петля" роблять без відводу різця від деталі;
7 Застосовувати метод групової обробки однотипних деталей по загальній програмі.
8 Практикувати багатоверстатне обслуговування робочих місць.
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.