3) На виході свердла з протилежного боку деталі слід зменшити подачу з метою запобігання ламання свердла із-за "стрибка" у момент "мертвого ходу" при вибиранні зазору у гвинтовій парі.
5.9 Особливості нарізання різьби на токарному верстат із ЧПК.
Повний автоматизм всього циклу руху при нарізанні різьби на токарному верстаті з ЧПК дозволяє використовувати твердосплавні різьбові різці та швидкісне нарізання. На верстаті з ЧПК широко використовуються твердосплавні збірні різьбові різці (вставки) з механічним кріпленням ріжучих пластинок (ТУ 2-035-088-77).
Кількість робочих ходів (проходів) залежить від кроку різьби Р, оброблюваного матеріалу, заданої шорсткості та приймається по довіднику [6].
Наприклад: для нарізання різьби з кроком Р = 3 мм, по сталі різцем, який оснащений твердим сплавом ТІ5К6, рекомендовано три чорнових та два чистових проходи, а для нарізання трапецеїдальної різьби з кроком Р = 3 мм – 5 чорнових та 3 чистових проходи.
Щоб визначити глибину різання, та відповідно координату по осі X до кожного проходу, потрібно знати висоту профілю різьби та поділити її на частини відповідно прийнятим кількістю проходів. Висота профілю визначається по довіднику [6] чи ГОСТом.
Наприклад: для різьби з кроком Р= 3 мм робоча висота профілю h= 1,95 мм. При відсутності довідних таблиць висоту профіля можливо визначати приблизно, по формулі h = 0,65·P.
Врізання різця для різьби з кроком до 2,5 мм звичайно робиться перпендикулярно до осі різьби (рис.15). Це профільна схема нарізання. При роботі по цій схемі в різанні бере участь одночасно дві ріжучі кромки різця, із-за цього утворюється тверда стружка, коритоподібної форми, що збільшує навантаження на різець.
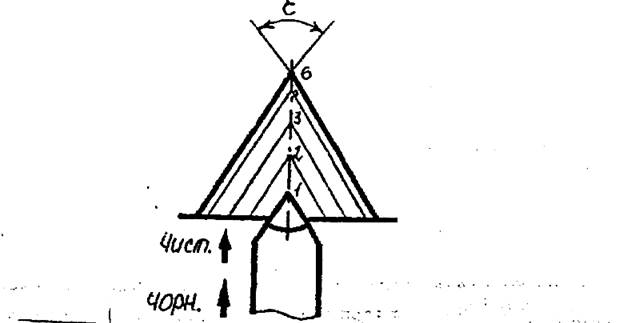
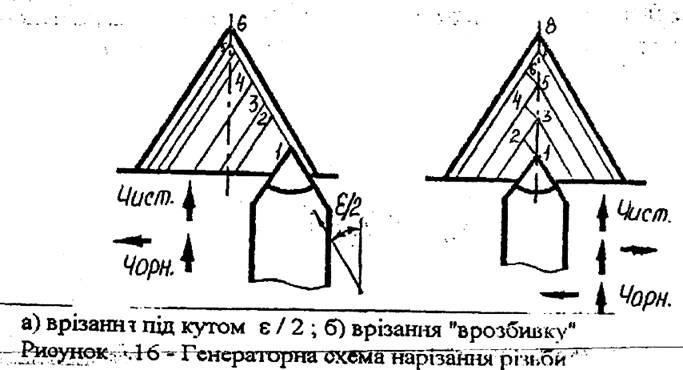
Для різьби з кроком більш 2,5 мм врізання робиться під кутом ε/2 (рис.16,а). При цьому працює одна ріжуча кромка (генераторна схема нарізання). Нарізання різьби по цій схемі забезпечує добрі умови створення стружки, але приводить до нерівномірності зносу ріжучих кромок різця.
Для полегшення створення стружки та підвищення стійкості різця рекомендовано робити нарізання різьби з "розбивкою" (зміщенням у різні боки), коли у роботі беруть участь навперемінно обидві ріжучі кромки (рис.16,б). Розбивку легко здійснити на токарному
|
|
|
![]()
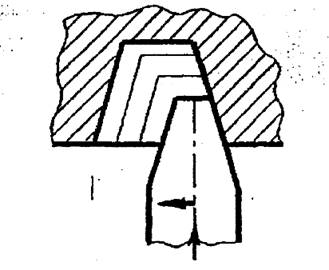
верстаті з ЧПК шляхом заглиблення (по осі X) та одночасного зміщення по осі Z вершини різця перед кожним робочим ходом. Особливо доцільна така схема при нарізанні трапецеїдальних різьб та модульних гвинтів - черв'яків (рис. 17). Чистові проходи звичайно виконуються по профільній схемі нарізання.
Глибина різання для кожного проходу вибирається за умовою постійного навантаження на різець, так як взірцевої рівності сумарної площини зрізу до кожного проходу. Це значить, що при чорнових проходах глибина різання повинна бути прогресивно-зменшуваною у кожному проході (див. рис. 15). Глибина останнього проходу 0,1 мм.
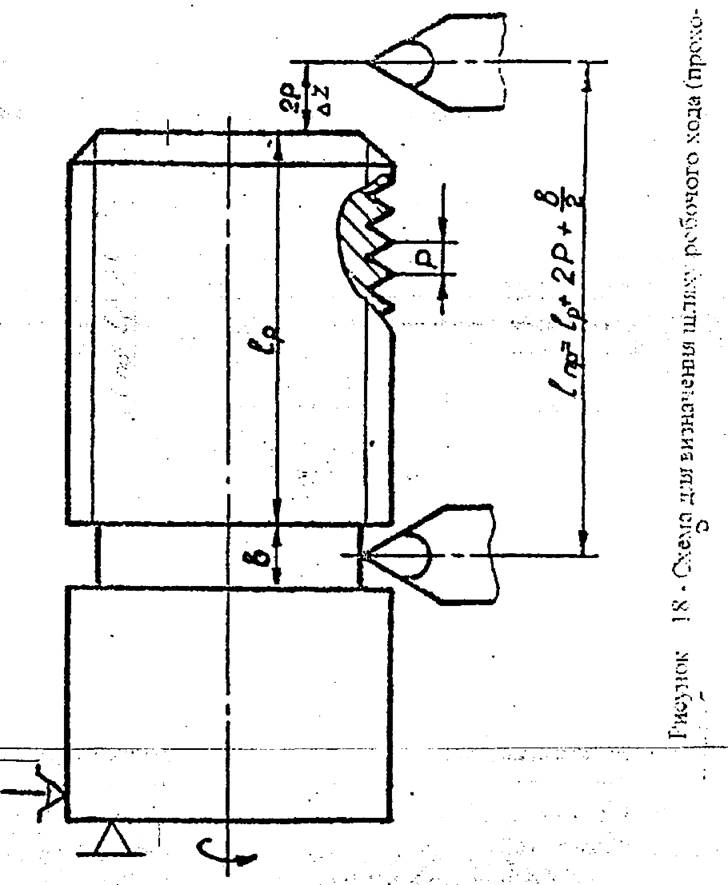
Шлях проходу різця (рис.18), визначаємо по формулі (3)
![]()
де lP – довжина різьбової ділянки, мм ;
ΔZ = 2P – шлях підходу, мм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.