
















6. Проектирование вспомогательных подразделений и служб
Основное производство ремонтного предприятия нуждается в режущем, измерительном вспомогательном инструментах, приспособлениях для станочных, сварочных и других работ, штампах, пресс-формах и в другой технологической оснастке. Для решения этих задач на ремонтных предприятиях создаются инструментальные участки или отделения.
Поддержание оборудования ремонтного предприятия в исправном и работоспособном состоянии является основной задачей ремонтно-механического участка. Такие участки или отделения входят в структуру отдела главного механика (ОГМ).
Технологическое и производственное взаимодействие цехов и участков предприятия возможно при наличии хорошо организованных межцеховых перевозок, материалов, деталей, сборочных единиц. Эти задачи на предприятии решает транспортная служба.
К вспомогательным службам относятся также: центральная заводская лаборатория (ЦЗЛ), компрессорная станция и другие подразделения.
6.1. Проектирование инструментального участка (отделения)
Ремонтные предприятия МПС в большей части снабжаются режущем и измерительным инструментом централизованным путём. Поэтому одной из главных задач этого подразделения технологической службы является восстановление и заточка режущего инструмента.
Пресс-формы, кузнечные штампы, станочные приспособления и другая технологическая оснастка относятся к группе нестандартных изделий, поэтому изготавливаются и ремонтируются на инструментальных участках проектируемого предприятия. При производстве такой оснастки эффективной может оказаться внутриотраслевая кооперация и специализация ремонтных предприятий сети железных дорог по изготовлению и ремонту нестандартного инструмента, измерительных приборов и приспособлений.
Структура инструментального участка (отделения) ремонтных предприятий мало зависит от номенклатуры ремонтируемых машин и метода ремонта. Типичным для инструментального участка является состав производственных подразделений:
- слесарно – механическое отделение;
- заточное отделение;
- промежуточный склад.
Кузнечные, литейные, термические, сварочные и другие работы, необходимые для изготовления технологической оснастки, выполняются соответствующими участками цеха восстановления и изготовления деталей. Такое решение продиктовано недостаточным объёмом указанных работ для организации соответствующих отделений.
Часто в состав инструментального хозяйства включают инструментально – раздаточную кладовую (ИРК) и центральный инструментальный склад (ЦИС), но эти подразделения на крупных предприятиях могут быть самостоятельными.
Проектирование инструментальных подразделений может производиться следующими методами:
- по точной производственной программе цеха, участка;
- по приведённой программе;
- по технико-экономическим показателям.
Первые две методики используют при проектировании крупных инструментальных цехов машиностроительных заводов.
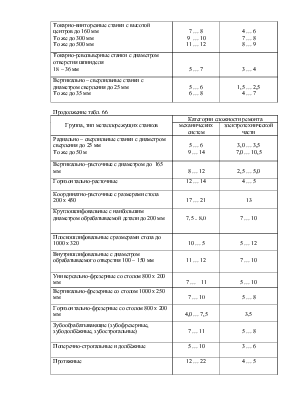
При проектировании инструментальных участков ремонтных предприятий используют третий метод, т.е. проектирование ведётся по укрупнённым технико-экономическим показателям. К числу таких показателей можно отнести:
- годовая программа участка, выраженная массой изделий;
- - площадь участка (отделения);
- количество единиц основного оборудования;
- годовой выпуск изделий, на одного основного рабочего в рублях или тоннах;
- съём продукции с 1 м2 производственной площади, в тоннах.
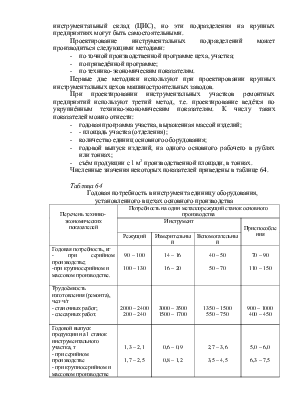
Численные значения некоторых показателей приведены в таблице 64.
Годовая потребность в инструмента единицу оборудования, установленного в цехах основного производства
|
Перечень технико-экономических показателей |
Потребность на один металлорежущий станок основного производства |
|||
|
Инструмент |
Приспособления |
|||
|
Режущий |
Измерительный |
Вспомогательный |
||
|
Годовая потребность, кг - при серийном производстве; -при крупносерийном и массовом производстве. |
90 – 100 100 – 130 |
14 – 16 16 – 20 |
40 – 50 50 – 70 |
70 – 90 110 – 150 |
|
Трудоёмкость изготовления (ремонта), чел·ч/т - станочных работ; - слесарных работ. |
2000 – 2400 200 – 240 |
3000 – 3500 1500 – 1700 |
1350 – 1500 550 – 750 |
900 – 1000 400 – 450 |
|
Годовой выпуск продукции на 1 станок инструментального участка, т - при серийном производстве - при крупносерийном и массовом производстве |
1,3 – 2,1 1,7 – 2,5 |
0,6 – 0,9 0,8 – 1,2 |
2,7 – 3,6 3,5 – 4,5 |
5,0 – 6,0 6,3 – 7,5 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.