Слесарно – механическое отделение предназначено для выполнения слесарных и станочных работ по изготовлению и ремонту приспособлений, инструментов, штампов и пресс-форм.
Количество станков на этом участке определяют в зависимости от количества металлорежущего оборудования, установленного в цехах и на участках основного производства и от размеров централизованных поставок инструмента и приспособлений.
При снабжении ремонтного предприятия централизованным путём технологической оснасткой на 50 – 70 % количество станков инструментального участка принимают 6 0 9 % от количества металлорежущих станков основного производства.
При меньшей доле централизованного обеспечения производства инструментом количество станков можно принимать в пределах 13 ¸ 15 %.
Принятое количество металлорежущих станков инструментального участка распределяется по группам и типам в процентах, как указано в таблице 65.
Таблица 65
Распределение станков инструментального участка по группам
|
Группы металлорежущих станков |
Количество станков данной группы в % от расчетного числа станков инструментального участка |
Рекомендуемые типы станков для данной группы |
|
Токарные |
40 - 50 |
- токарно-винторезные; -токарно-револьверные |
|
Сверлильные |
8 - 10 |
- вертикально-сверлильные; - радиально-сверлильные; - расточные; - координатно-расточные |
|
Шлифовальные |
15 - 16 |
- круглошлифовальные; - плоскошлифовальные; - внутришлифовальные |
|
Фрезерные |
14 - 16 |
- универсально-фрезерные; - горизонтально-фрезерные; - вертикально-фрезерные |
|
Строгальные |
3 - 5 |
- поперечно-строгальные; - продольно-строгальные; - долбёжные |
|
Зуборезные |
5 - 13 |
- зуборезные; - зубодолбёжные; - ……..; - зубошлифовальные |
|
Протяжные |
До 5 |
- горизонтально-протяжные и др. |
Число смен работы слесарно-механического отделения принимается одинаковым с основным производством.
Число станочников принимается равным 0,6 - 0,7 человек в смену на 1 металлорежущий станок слесарно-механического отделения. Количество верстаков для слесарных работ данного отделения принимается равным количеству слесарей, работающих в смене. Количество слесарей – инструментальщиков принимается в размере 40 ¸ 50 % от числа станочников; подсобных рабочих 10 – 15 %.
Площадь слесарно-механического отделения определяется из расчета 15 – 20 м2 на один станок.
Заточное отделение служит для заточки и доводки изготавливаемого инструмента, а также для заточки инструмента, эксплуатирующегося в цехах основного производства.
Число заточных станков в отделении принимается из расчета 4 – 5 % от числа обслуживаемого оборудования, исключая шлифовальные станки. Для заточного отделения рекомендуются следующие типы заточных станков:
- универсальные заточные станки марки 3А64М;
- станки для затачивания свёрл марки 3Б625;
- станки для затачивания резцов марки 3Б25;
- обдирочно-шлифовальные станки марки 3М634.
Количество станочников – заточников принимается из расчета 0,4 – 0,6 чел. в смену на один заточный станок. Площадь заточного отделения определяется из расчета 9 – 12 м2 на один станок.
Пример планировки оборудования инструментального участка приведена на рисунке 54.
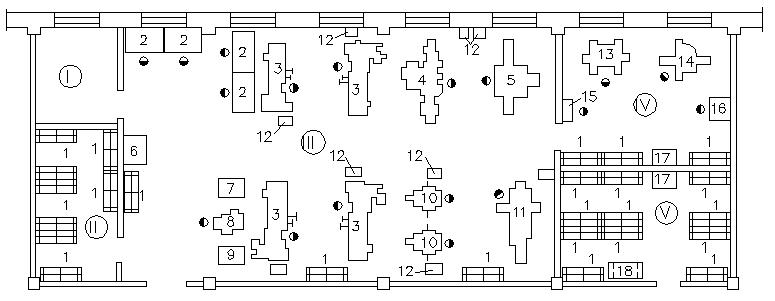
Рис. 54. Схема планировки оборудования инструментального участка:
I – контора; II – промежуточный склад; III – слесарно-механическое отделение; IV – заточное отделение; V – инструментально – раздаточная кладовая; 1 – стеллаж для инструмента; 2 – слесарный верстак;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.