В данном пункте рассматривается краткое описание траекторий движения режущего инструмента на токарной с ЧПУ операции 020 и 025. Обработка детали ведется на токарном станке модели 16К20Т1 с системой ЧПУ «Электроника НЦ-31»
Устройство числового программного управления (УЧПУ) «Электроника НЦ-31»
Это контурная система управления типа CNC предназначенная для оперативного управления станками, оснащенными следящими приводами и фотоимпульсными измерительными приборами (преобразователями). Применяется для станков токарной группы. УЧПУ обеспечивает ввод, редактирование, автоматическую обработку детали по управляющей программе (УП) покадрово и непрерывно; ручное управление станком с пульта устройства.
Технические характеристики системы:
- количество управляемых координат – 2;
- количество одновременно управляемых координат – 2;
- виды движений: позиционирование, линейная интерполяция, круговая интерполяция, резьбонарезание;
- максимальное программируемое перемещение ±999999 мм;
- ускоренное перемещение – 9999 мм/мин;
- режимы работы:
1) от маховичка;
2) ручной;
3) автоматический;
4) ввод УП, параметров станка и устройства;
5) вывод (индикация) УП, параметров станка и устройства;
6) режим размерной привязки режущих инструментов.
- количество зон для записи УП в УЧПУ – 5 (при размере зоны 250 кадров);
- количество зон для записи УП в КВП – 8 (при размере зоны 250 кадров).
Описание траектории движения режущего инструмента на операции 020.
Для обработки детали на данной операции используются два режущих инструмента:
РИ 1 - токарный проходной упорный сборный резец с механическим креплением твердосплавной пластины Т5К10. Обозначение – MTJCR2520L12Т2.
РИ 2 – специальный канавочный резец для точения торцовой канавки. Материал режущей части Р6М5. Ширина режущей кромки 4 мм.
Из соображений техники безопасности выбрана исходная точка с координатами X=208 и Z=100.
Описание траектории движения РИ 1:
Из исходной точки резец на ускоренной подаче перемещается в точку 1 и производит обработку торца (точки 1 – 2), затем отходит на рабочей подаче в точку 3 и перемещается сначала в точку 4, затем в точу 5, откуда начинается окончательная обработка наружной цилиндрической поверхности d145-1 мм (точки 6-7), торца (точки 7-8, глубина резания 0,2 мм) и наружной цилиндрической поверхности d200 мм (точки 9-10, глубина резания 2 мм). В целях предотвращения порезов снимаются фаски (точки 5-6 и 8-9). Затем резец отходит от детали на рабочей подаче (точки 10-11) и возвращается в исходную точку (рисунок 2.2).
Траектория движения РИ1
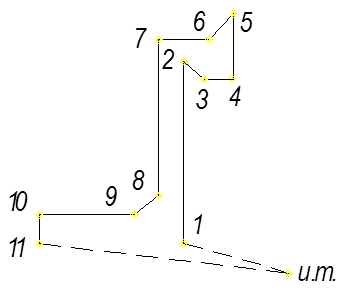
Рисунок 2.2
Описание траектории движения РИ 2:
Резец из исходной точки на ускоренной подаче подходит в точку 1. Затем происходит протачивание канавки и выход из нее за два захода со смещением по оси X для получения канавки шириной 7 мм (точки 1-3,4-6). После обработки резец из точки 6 на ускоренной подаче возвращается в исходную точку.
Траектория движения РИ2
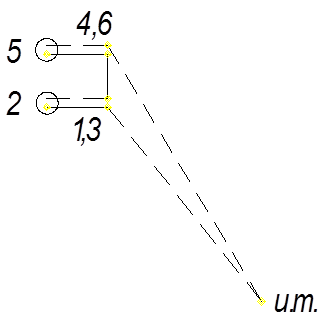
Рисунок 2.3
Описание траектории движения режущего инструмента на операции 025.
Для обработки поверхностей детали на данной операции используется четыре режущих инструмента:
РИ 1 – токарный проходной упорный сборный резец с механическим креплением твердосплавной пластины Т15К6. Обозначение – MTJCR2520L12Т2.
РИ 2 – токарный проходной упорный сборный резец с механическим креплением твердосплавной пластины Т30К4. Обозначение – MTJCR2520L12Т2.
РИ 3 – расточной резец с механическим креплением ромбической твердосплавной пластины Т5К10. Обозначение – S32L-PCLBR12H2.
РИ 4 – расточной резец с механическим креплением ромбической твердосплавной пластины Т15К6. Обозначение – S32L-PCLBR12H2.
Из соображений требований техники безопасности выбрана исходная точка с координатами X=204 и Z=100.
Описание траектории движения РИ 1:
Из исходной точки на ускоренной подаче резец перемещается в точку 1. Из точки 1 до точки 2 на рабочей подаче ведется обработка торца детали. После прихода резца в точку 2 он на рабочей подачи отходит от детали в точку 3 и на ускоренной подаче перемещается в точку 4 а затем в точку 5, после чего на рабочей подаче начинает обработку следующего торца детали, предварительно обработав фаску (точки 5-6). Дойдя до точки 7 (до диаметра после чистовой обработки, чтобы избежать появления уклона) резец ускоренно отходит в точку 8, затем в точку 9. Из точки 9 резец начинает обработку цилиндрической поверхности (точки 10 -11) с предварительным снятием фаски (точки 9 – 10). Из точки 11 резец на рабочей подаче отходит от детали (точка 12), после чего на ускоренной подаче отходит в исходную точку (рисунок 2.4).
Траектория движения РИ1
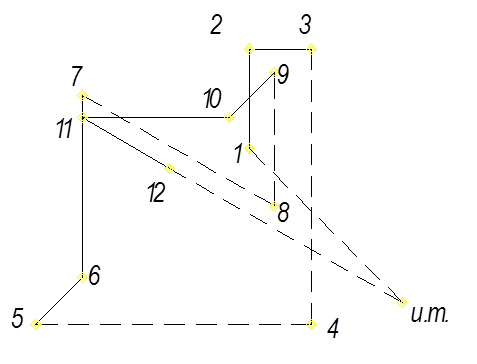
Рисунок 2.4
Описание траектории движения РИ 2:
РИ2 предназначен специально для получения 8 квалитета точности.
Из исходной точки резец перемещается в точку 1 на ускоренной подаче. Из точки 1 в точку 2 резец идет на рабочей подаче, осуществляя чистовую обработку цилиндрической поверхности. Из точки 14 резец возвращается в исходную точку на ускоренной подаче (рисунок 2.5).
Траектория движения РИ2
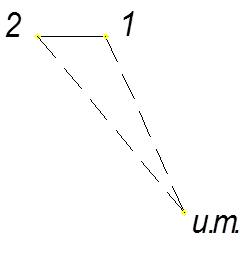
Рисунок 2.5
Описание траектории движения РИ 3:
Из исходной точки резец перемещается в точку 1 на ускоренной подаче. В цикле 1 – 7 осуществляется снятие напуска с галтели за два прохода (глубины резания 1,5 мм и 1 мм). Затем из точки 7 резец отходит на рабочей подаче в точку 8 и ускоренно перемещается в точку 9 на предварительную обработку центрального отверстия (точки 9-10) (глубина резания 1 мм), после чего отходит от детали по диаметру и ускоренно перемещается на обработку внутреннего торца (точки 12-13). Предварительно обработав торец (глубина резания 1 мм), резец сначала отходит от детали, а затем уходит в исходную точку (точки 13-14-15-и.т.) (рисунок 2.6).
Траектория движения РИ3
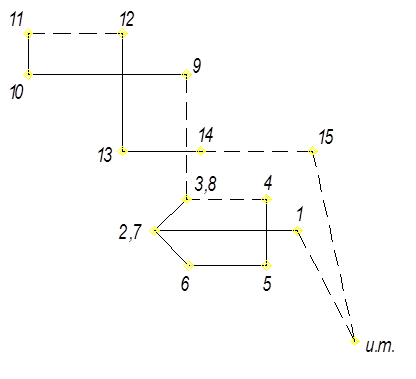
Рисунок 2.6
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.